尽管在机械和工艺优化方面拥有专业知识和多年经验,e-pro-tec 公司仍然会发生代价高昂的刀具损坏。在 Göppingen,该公司主要生产非常坚韧的材料,其成分在不同批次之间有时会发生极大波动。通过投资工艺监控 UT-Tm®-Basic 从 UTTec 解决了这个问题,而且现在还能够实现部分产品的无人夜班生产。.
e-pro-tec GmbH 的总经理塔尼亚·埃格利(Tanja Egli)和克里斯蒂安·埃格利(Christian Egli)都来自大规模批量生产领域,多年来一直致力于工艺监控及其优化工作。因此,在安装批量生产工艺时,他们深知只有通过工艺监控,才能在尽可能减少人力投入的情况下,确保设备稳定运行。 然而,在加工高韧性材料的空心钻头时,工艺监控的必要性也很快显现出来。坦雅·埃格利对此解释道:„问题并不在于材料本身非常韧,而在于不同批次的材料成分波动很大。 因此,即使使用配备可转位刀片的昂贵钻杆,工具也很快就会断裂。由于部件的运行时间较长,后续工具自然也持续面临断裂的风险。因此,工艺监控对我们来说已成为必须。“过去,公司已接触过多家此类监控系统的供应商,并曾与领先制造商合作过。 但在 e-pro-tec,他们主要使用 SMEC SL2500 车削中心。不过,SMEC 机床配备的是西门子 828D 控制系统。该控制系统专为紧凑型机床开发,分为两种版本——一种用于车削,一种用于铣削,我们目前也同时支持这两种版本。 限制在于:该系统仅支持3+2轴控制。此外,这些控制系统属于封闭式架构,第三方厂商无法接入。不过,通过SMEC机床供应商——WSF机床公司,我们与UTTec建立了联系。对于UTTec总经理Uwe Schröter而言,封闭式控制系统并非大问题。 „西门子要求使用由其开发并批准的特殊数据模块(SDB)。我们已获取该模块,并可将其应用于任何西门子828D系统中。随后,我们与SMEC共同测试了接口,并设计了用户界面,使用户能够轻松集成,无需处理大量参数和命令等。“
先前保守谨慎,现在优化切割数据
自2024年初以来,e-pro-tec公司开始使用UT-Tm® Basic系统。据负责人表示,该系统不仅已挽救了多把刀具,还优化了切削参数。此前,由于机器旁没有专职人员能及时察觉可能出现的问题,生产过程往往采取较为保守谨慎的策略。 但目前,机器甚至可以在无人值守的情况下运行至夜班。虽然UT-Tm®-Basic系统是一个纯粹的Profinet系统,用于读取数字驱动器的数据。 不过,e-pro-tec 采用的是棒料装载机,且 SMEC 机床的驱动采用皮带传动。因此,UTTec 专门开发了一款软件,以解决皮带传动可能引发的问题。除了这些个性化调整外,在工艺监控方面还有许多其他因素共同确保了工艺的可靠性和应用的成功。这首先体现在操作层面。 对于 Uwe Schröter 来说,该系统的操作相对简单:„虽然其他系统需要使用调整后的学习曲线,并通过数值设定参数和限值,但我们的系统是通过图形化方法进行控制的。这意味着,操作者能直观地看到自己的操作。 一种方法是先用机器进行一次加工,随后进行一次空转。这就是零点偏移。因此,用户可以立即识别出重要的工艺数据,并通过图形化方式设置监控。这意味着监控配置非常简单。“这对 e-pro-tec 来说是一个重要的理由,因为机器上加工的不仅仅是单一产品,而是不断变化的工艺、组件以及零部件。 因此,对Tanja Egli而言,这套系统的投资早已物有所值:在应用工艺监控时,关键在于确定监控的精确程度。是仅进行简单的断裂监测,还是需要确认刀具是否在预定位置切入?此外,是否希望优化刀具使用寿命?导致刀具断裂的原因多种多样。 在我们这里,可能是材料问题,可能是皮带传动产生的振动,也可能是可转位刀片未达到100%完好状态。此外,人们总是试图尽可能延长工具的使用寿命。有了UT-Tm® Basic系统,这已不再是问题。 “系统会自动停机并提示‘可转位刀片磨损’。”虽然刀具断裂确实令人恼火,但尚在可控范围内。然而,如果像 e-pro-tec 那样,这种情况发生不止一次,甚至导致机器受损,那就成了一个真正的问题。因为重新对准刀塔需要数小时,而且如果运气不好,这往往发生在无人可联系的时间段。.
聚焦e-pro-tec e-pro-tec 最初是一家提供机器和流程优化服务的公司,于 2021 年增加了合同制造业务。该领域的重点是原型件和单件的制造。然而,现在也生产小批量和大规模系列(每年 100,000 件/批)。其客户群包括医疗技术、建筑以及制冷和空调行业的公司。.
题外话 在基准测试中未考虑传统的工艺监控系统,因为西门子 828D 控制器是封闭的,因此无法被第三方产品访问。很少有工艺监控供应商拥有西门子必需的特殊数据块 (SDB)。.
顺便说一句 西门子驱动技术公司推出了新的Sinumerik 828D,通过两款针对紧凑型机床的机型——一款用于车削,一款用于铣削——进一步丰富了其机床控制器系列。该控制器具备先进的CNC功能,如运动学转换和强大的刀具管理。.
UT-Tm®-Basic系统通过测量主轴或轴上的有功功率或振动来实现流程的透明化。测量的数据可用于优化切削参数和质量控制。.
Tanja 和 Christian Egli,e-pro-tec GmbH 的董事总经理,两人都来自大规模生产领域,并多年来一直致力于流程监控或优化。因此,当他们安装批量生产流程时,两人都清楚,只有通过流程监控,才能以最少的人员投入,可靠地运行机器。然而,在加工由韧性材料制成的手孔钻头时,流程监控的必要性也很快显现出来。Tanja Egli 解释说:„问题不在于这是一种非常坚韧的材料,而在于材料的成分因批次而异,波动很大。因此,很快就出现了刀具断裂,即使是成本高昂的刀具也一样。”
带可转位刀片的镗杆。由于这些部件的使用寿命很长,因此后续刀具损坏的风险自然也一直存在。因此,过程监控对我们来说势在必行。“过去,人们知道许多此类监控系统的供应商,并且已经与主要制造商合作过。但在 e-pro-tec,他们使用 SMEC SL2500 车削中心等设备。然而,SMEC 机器配备的是西门子 828D 数控系统。该数控系统为紧凑型机床开发了两个版本——一个用于车削,一个用于铣削,这两个版本现在都得到我们支持。限制是:它只能实现 3+2 轴加工。此外,这些数控系统是封闭的,外部供应商无法访问。然而,通过 SMEC 机器的供应商,即 WSF Werkzeugmaschinen 公司,我们与 UTTec 取得了联系。对于 UTTec 的总经理 Uwe Schröter 来说,封闭式数控系统并不是一个大问题。„西门子为此要求一个特殊数据块 (SDB),该数据块由西门子开发和批准。我们获得了这个数据块,并可以在任何西门子 828D 上使用我们的系统。然后,我们与 SMEC 一起测试了接口,并创建了一个用户界面,让用户能够轻松集成,而无需许多参数、命令等。“
联系我们
e-protec GmbH 赫尔·克里斯蒂安·埃格利 73037 菲尔特 +49 179 44870 22 www.e-pro-tec.de
UTTec 有限责任公司 (普通合伙) D-71364 Winnenden 电话:+49 (0) 7195 – 9791-100 https://www.uttec.de
在 UT-Tm®-Basic 系统中,工具和加工过程会根据性能、信号曲线和加工时间自动在设定的范围内进行学习。这些范围或设置可以单独确定并手动优化。.
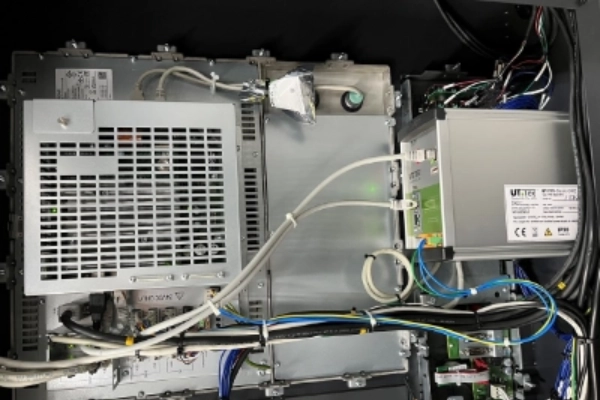
SMEC SL2500 车削中心配备了西门子 828D 控制系统。.
目前,e-pro-tec 也生产小批量和大批量(每年 100,000 件/批次)。.
Uwe Schröter 和 Tanja Egli 发现,此类系统的操作往往存在问题。然而,在这种情况下,情况相对简单:该系统通过可以灵活放置的各种方法和盒子进行控制。.
UTTec 和 SMEC 共同开发和测试了接口,并设计了用户界面,以便用户可以轻松地集成,而无需太多参数或命令。.
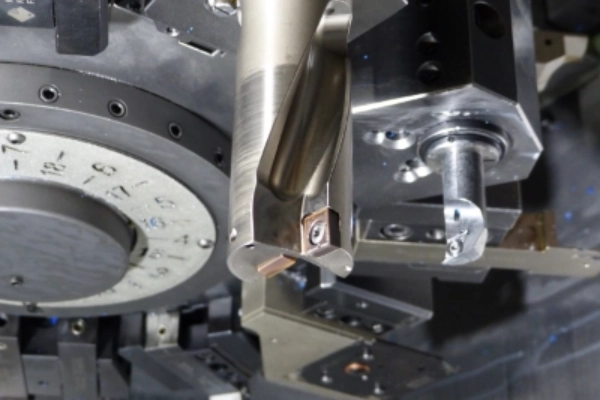
在昂贵的钻杆上,由于加工材料成分的剧烈波动,相对较快地发生了刀具断裂。
在以下机构的大力支持下撰写
索菲泰克
汉赛尔
我们提供的产品和服务专门针对以下人群针对《德国民法典》第 14 条所指的公司,而非消费者根据《德国民法典》第 13 条的规定。