
Nonostante il know-how e anni di esperienza nell'ottimizzazione di macchine e processi, l'azienda e-pro-tec continuava a subire rotture degli utensili che comportavano costi elevati. A Göppingen si lavorano prevalentemente materiali molto tenaci, la cui composizione può variare notevolmente da lotto a lotto. Con l'investimento nel monitoraggio del processo Con UT-Tm®-Basic di UTTec questo problema non solo è stato risolto, ma si è anche in grado di far funzionare determinate quantità durante il turno di notte senza personale.
Tanja e Christian Egli, amministratori delegati della e-pro-tec GmbH, provengono entrambi dal settore della produzione in grande serie e si occupano da anni del monitoraggio e dell’ottimizzazione dei processi. Per questo motivo, al momento di implementare i processi di produzione in serie, era chiaro per entrambi che solo grazie al monitoraggio dei processi fosse possibile utilizzare le macchine in modo affidabile con il minor impiego possibile di personale. La necessità di un monitoraggio dei processi è emersa rapidamente anche nella lavorazione di corone di foratura cave in materiali tenaci. A questo proposito Tanja Egli: „Il problema non era che si trattasse di un materiale molto tenace, ma il fatto che la composizione del materiale variasse notevolmente a seconda del lotto. Ciò ha portato relativamente in fretta alla rottura degli utensili, anche nel caso delle costose barre di foratura con inserti. A causa della lunga durata dei componenti, c'era naturalmente anche il rischio continuo che gli utensili successivi si rompessero. Per questo motivo il monitoraggio del processo è diventato per noi un must." Ormai, grazie all'esperienza passata, conoscevano diversi fornitori di questi sistemi di monitoraggio e avevano già collaborato con i principali produttori. Tuttavia, presso e-pro-tec si lavora, tra l’altro, con il centro di tornitura SMEC SL2500. Le macchine SMEC sono però dotate dei controlli numerici Siemens 828D. Questo controllo numerico è stato sviluppato per la classe compatta in due versioni – una per la tornitura, una per la fresatura – che ora supportiamo entrambe. L'unico limite: si possono controllare solo 3 più 2 assi. Inoltre, questi controlli sono chiusi, quindi un prodotto di un'altra marca non ha accesso. Tuttavia, tramite il fornitore delle macchine SMEC, l'azienda WSF Werkzeugmaschinen, è stato stabilito un contatto con UTTec. Per Uwe Schröter, amministratore delegato di UTTec, il controllo chiuso non rappresentava però un grosso problema. "Siemens richiede per questo un modulo dati speciale (SDB), sviluppato e approvato da Siemens. Ci siamo procurati questo modulo e possiamo utilizzarlo su ogni Siemens 828D per i nostri sistemi. Insieme a SMEC abbiamo poi testato le interfacce e creato l'interfaccia utente in modo tale che l'utente possa integrarla facilmente senza molti parametri, comandi ecc."“
Prima conservatore e cauto, ora ottimizzazione dei dati di taglio
Dall'inizio del 2024, presso e-pro-tec si utilizza l'UT-Tm®-Basic e, secondo quanto dichiarato dai responsabili, questo sistema ha permesso non solo di salvare numerosi utensili, ma anche di ottimizzare i dati di taglio. In precedenza, i processi venivano gestiti con un approccio piuttosto prudente e conservativo, poiché non era sempre presente personale specializzato alla macchina in grado di individuare tempestivamente eventuali problemi. Attualmente, però, la macchina viene fatta funzionare anche senza personale nel turno di notte. Ora, il sistema UT-Tm®-Basic è un sistema puramente Profinet, con cui vengono letti i dati degli azionamenti digitali. Tuttavia, presso e-pro-tec è in uso un caricatore a barre e l'azionamento della macchina SMEC avviene tramite cinghie. Per questo motivo, UTTec ha sviluppato un software che risolve eventuali problemi causati dalla trasmissione a cinghia. Oltre a questi adattamenti individuali, nel monitoraggio dei processi numerosi altri aspetti contribuiscono a un impiego sicuro e di successo. Si parte già dalla gestione. Per Uwe Schröter, con questo sistema è relativamente semplice: „Mentre con altri sistemi si lavora con curve di apprendimento personalizzate e si devono specificare parametri e limiti tramite valori numerici, il nostro sistema è controllato tramite metodi grafici. Ciò significa che si vede ciò che si sta facendo. Un metodo consiste nell'eseguire una lavorazione con la macchina e successivamente un ciclo a vuoto. Questo è il sådetto spostamento del punto zero. Si riconoscono quindi immediatamente i dati di processo importanti e si imposta graficamente il monitoraggio. Ciò significa che il monitoraggio può essere configurato molto facilmente“. Questo è stato un argomento importante per e-pro-tec, poiché non si lavora solo un prodotto su una macchina, ma si ha costantemente a che fare con processi, componenti e anche singoli pezzi diversi. Nel complesso, per Tanja Egli l’investimento nel sistema si è quindi ripagato da tempo: quando si utilizza un monitoraggio di processo, si pone la questione di quanto accuratamente il processo debba essere monitorato. Si tratta di un semplice monitoraggio delle rotture o si vuole vedere se l’utensile interviene nei punti previsti? Si desidera inoltre ottimizzare la durata? Ci sono molte cause che possono portare alla rottura di un utensile. Da noi può trattarsi del materiale, della trasmissione a cinghia con vibrazioni o di un inserto che non è al 100% in ordine. Inoltre, si cerca di sfruttare un utensile il più a lungo possibile. Con il sistema UT-Tm® Basic questo non è più un problema. Il sistema si arresta e segnala che l'inserto è usurato. Ora, la rottura di un utensile è certamente fastidiosa, ma ancora gestibile. Se però, come nel caso di e-pro-tec, capita più di una volta che anche la macchina venga danneggiata, la situazione diventa un vero problema. Infatti, ci vogliono ore prima che il revolver venga riallineato e, se si è sfortunati, ciò accade in un momento in cui nessuno è raggiungibile.
La e-pro-tec sotto la lente
Originariamente fondata come società di servizi per l'ottimizzazione di macchine e processi, e-pro-tec ha creato nel 2021 una seconda area di attività con la produzione conto terzi. Inizialmente, i settori principali in quest'area erano la produzione di prototipi e pezzi singoli. Ora, tuttavia, vengono prodotte anche piccole e grandi serie (100.000 pezzi all'anno/lotti). La clientela comprende aziende provenienti dai settori della tecnologia medica, dell'edilizia e della refrigerazione e climatizzazione.
Interessanti ai margini
I sistemi convenzionali di monitoraggio del processo non sono stati presi in considerazione nel benchmark perché il controller Siemens 828D è chiuso e quindi non accessibile a produttori terzi. Ci sono pochi fornitori di monitoraggio di processo che dispongono del blocco dati speciale (SDB) Siemens necessario.
A proposito
Con la nuova Sinumerik 828D, Siemens Drive Technologies completa la sua gamma di controlli per macchine utensili con un modello di classe compatta in due versioni, una per la tornitura e una per la fresatura. Il controllo dispone di funzioni CNC sofisticate come trasformazioni cinematiche e una potente gestione degli utensili.
Il sistema UT-Tm®-Basic consente trasparenza nei processi tramite la misurazione della potenza attiva o delle vibrazioni sul mandrino o sugli assi. I dati misurati possono essere utilizzati sia per l'ottimizzazione dei parametri di taglio che per il controllo qualità.
Nonostante il know-how e anni di esperienza nell'ottimizzazione di macchine e processi, l'azienda e-pro-tec continuava a subire rotture degli utensili che comportavano costi elevati. A Göppingen si lavorano prevalentemente materiali molto tenaci, la cui composizione può variare notevolmente da lotto a lotto. Con l'investimento nel monitoraggio del processo Con UT-Tm®-Basic di UTTec questo problema non solo è stato risolto, ma si è anche in grado di far funzionare determinate quantità durante il turno di notte senza personale.
Tanja e Christian Egli, amministratori delegati di e-pro-tec GmbH, provengono entrambi dalla produzione di massa e si occupano da anni del monitoraggio dei processi e del loro ottimizzazione. Pertanto, per entrambi, durante l'installazione di processi di serie, era chiaro che solo con il monitoraggio dei processi fosse possibile utilizzare le macchine in modo sicuro dal punto di vista del processo e con il minor impiego di personale possibile. La necessità di un monitoraggio dei processi, tuttavia, si è rapidamente manifestata anche nella lavorazione di corone cave in materiali tenaci. A tal proposito Tanja Egli: „Il problema non era che si trattasse di un materiale molto tenace, ma il fatto che le composizioni del materiale variavano notevolmente a seconda del lotto. Ciò portava a rotture degli utensili relativamente rapide, anche con quelli costosi".
Barre di alesatura con placchette intercambiabili. A causa della lunga durata dei componenti, c'era naturalmente anche un rischio continuo che gli utensili successivi si rompessero. Per questo motivo, il monitoraggio del processo è diventato un “must„ per noi.“ Ora si conoscevano da tempo diversi fornitori di questi sistemi di monitoraggio e si era già collaborato con i principali produttori. Presso e-pro-tec si lavora, tra l'altro, con il centro di tornitura SMEC SL2500. Le macchine SMEC sono tuttavia dotate dei controlli Siemens 828D. Questi controlli sono stati sviluppati per la classe compatta in due versioni – una per la tornitura, una per la fresatura, che ora supportiamo entrambe. La limitazione: si possono guidare solo 3 più 2 assi. Inoltre, questi controlli sono chiusi, un produttore esterno non ha accesso. Tuttavia, attraverso il fornitore delle macchine SMEC, l'azienda WSF Werkzeugmaschinen, è stato stabilito il contatto con UTTec. Per Uwe Schröter, amministratore delegato di UTTec, il controllo chiuso non è stato però un grosso problema. "Siemens richiede a tal fine un blocco dati speciale (SDB), che viene sviluppato e approvato da Siemens. Abbiamo ottenuto questo blocco dati e possiamo utilizzarlo su ogni Siemens 828D per i nostri sistemi. Insieme a SMEC abbiamo quindi testato le interfacce e creato l'interfaccia in modo che l'utente possa integrarla facilmente senza molti parametri, comandi ecc."
Prima conservatore e cauto, ora ottimizzazione dei dati di taglio
Dall'inizio del 2024, presso e-pro-tec si utilizza l'UT-Tm®-Basic e, secondo quanto dichiarato dai responsabili, questo sistema ha permesso non solo di salvare numerosi utensili, ma anche di ottimizzare i dati di taglio. In precedenza, i processi venivano gestiti con un approccio piuttosto prudente e conservativo, poiché non era sempre presente personale specializzato alla macchina in grado di individuare tempestivamente eventuali problemi. Attualmente, però, la macchina viene fatta funzionare anche senza personale nel turno di notte. Ora, il sistema UT-Tm®-Basic è un sistema puramente Profinet, con cui vengono letti i dati degli azionamenti digitali. Tuttavia, presso e-pro-tec è in uso un caricatore a barre e l'azionamento della macchina SMEC avviene tramite cinghie. Per questo motivo, UTTec ha sviluppato un software che risolve eventuali problemi causati dalla trasmissione a cinghia. Oltre a questi adattamenti individuali, nel monitoraggio dei processi numerosi altri aspetti contribuiscono a un impiego sicuro e di successo. Si parte già dalla gestione. Per Uwe Schröter, con questo sistema è relativamente semplice: „Mentre con altri sistemi si lavora con curve di apprendimento personalizzate e si devono specificare parametri e limiti tramite valori numerici, il nostro sistema è controllato tramite metodi grafici. Ciò significa che si vede ciò che si sta facendo. Un metodo consiste nell'eseguire una lavorazione con la macchina e successivamente un ciclo a vuoto. Questo è il sådetto spostamento del punto zero. Si riconoscono quindi immediatamente i dati di processo importanti e si imposta graficamente il monitoraggio. Ciò significa che il monitoraggio può essere configurato molto facilmente“. Questo è stato un argomento importante per e-pro-tec, poiché non si lavora solo un prodotto su una macchina, ma si ha costantemente a che fare con processi, componenti e anche singoli pezzi diversi. Nel complesso, per Tanja Egli l’investimento nel sistema si è quindi ripagato da tempo: quando si utilizza un monitoraggio di processo, si pone la questione di quanto accuratamente il processo debba essere monitorato. Si tratta di un semplice monitoraggio delle rotture o si vuole vedere se l’utensile interviene nei punti previsti? Si desidera inoltre ottimizzare la durata? Ci sono molte cause che possono portare alla rottura di un utensile. Da noi può trattarsi del materiale, della trasmissione a cinghia con vibrazioni o di un inserto che non è al 100% in ordine. Inoltre, si cerca di sfruttare un utensile il più a lungo possibile. Con il sistema UT-Tm® Basic questo non è più un problema. Il sistema si arresta e segnala che l'inserto è usurato. Ora, la rottura di un utensile è certamente fastidiosa, ma ancora gestibile. Se però, come nel caso di e-pro-tec, capita più di una volta che anche la macchina venga danneggiata, la situazione diventa un vero problema. Infatti, ci vogliono ore prima che il revolver venga riallineato e, se si è sfortunati, ciò accade in un momento in cui nessuno è raggiungibile.
La e-pro-tec sotto la lente
Originariamente fondata come società di servizi per l'ottimizzazione di macchine e processi, e-pro-tec ha creato nel 2021 una seconda area di attività con la produzione conto terzi. Inizialmente, i settori principali in quest'area erano la produzione di prototipi e pezzi singoli. Ora, tuttavia, vengono prodotte anche piccole e grandi serie (100.000 pezzi all'anno/lotti). La clientela comprende aziende provenienti dai settori della tecnologia medica, dell'edilizia e della refrigerazione e climatizzazione.
Interessanti ai margini
I sistemi convenzionali di monitoraggio del processo non sono stati presi in considerazione nel benchmark perché il controller Siemens 828D è chiuso e quindi non accessibile a produttori terzi. Ci sono pochi fornitori di monitoraggio di processo che dispongono del blocco dati speciale (SDB) Siemens necessario.
A proposito
Con la nuova Sinumerik 828D, Siemens Drive Technologies completa la sua gamma di controlli per macchine utensili con un modello di classe compatta in due versioni, una per la tornitura e una per la fresatura. Il controllo dispone di funzioni CNC sofisticate come trasformazioni cinematiche e una potente gestione degli utensili.
Il sistema UT-Tm®-Basic consente trasparenza nei processi tramite la misurazione della potenza attiva o delle vibrazioni sul mandrino o sugli assi. I dati misurati possono essere utilizzati sia per l'ottimizzazione dei parametri di taglio che per il controllo qualità.
Contattateci
e-protec GmbH
Signor Christian Egli
D-73037 Göppingen
+49 179 44870 22
www.e-pro-tec.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
https://www.uttec.de
Nel sistema UT-Tm®-Basic, utensili e lavorazioni vengono appresi automaticamente entro limiti definiti in base alle prestazioni, all'andamento del segnale e al tempo di lavorazione. Questi limiti o impostazioni possono essere definiti individualmente e ottimizzati manualmente.

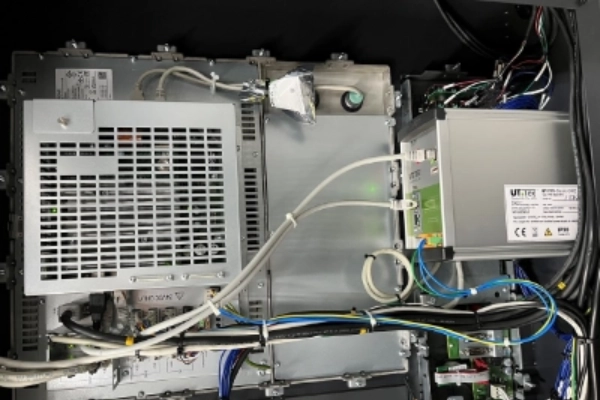
Il centro di tornitura SMEC SL2500 è equipaggiato con un controllo Siemens 828D.

Nel frattempo, e-pro-tec realizza anche piccole e grandi serie (100.000 pezzi all'anno/lotti).
Uwe Schröter e Tanja Egli notano che la gestione di tali sistemi è spesso problematica. In questo caso, tuttavia, è relativamente semplice: il sistema è controllato tramite diversi metodi e scatole che possono essere posizionate in modo flessibile.

UTTec e SMEC hanno sviluppato e testato congiuntamente le interfacce e progettato la superficie in modo che l'utente possa integrarla facilmente, senza molti parametri o comandi.
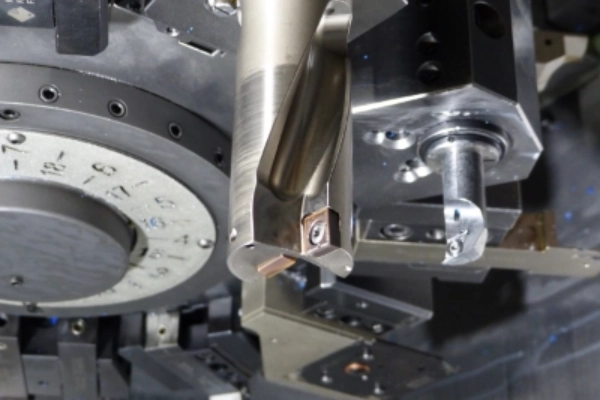
Con le aste di perforazione costose, le forti fluttuazioni nella composizione del materiale da lavorare hanno causato rotture dell'utensile relativamente rapidamente.
scritto con il gentile supporto di
I prodotti e i servizi che offriamo sono rivolti esclusivamente a
alle aziende ai sensi del § 14 BGB e non ai consumatori
ai sensi del § 13 BGB.
