
Malgré le savoir-faire et des années d'expérience en optimisation de machines et de processus, l'entreprise e-pro-tec a continué de connaître des ruptures d'outils coûteuses. À Göppingen, on travaille principalement avec des matériaux très résistants dont la composition varie parfois considérablement d'un lot à l'autre. Avec l'investissement dans la surveillance des processus Avec UT-Tm®-Basic d'UTTec, ce problème n'est pas seulement résolu, mais permet désormais également de faire fonctionner certaines séries pendant la nuit sans personnel.
Tanja et Christian Egli, dirigeants de la société e-pro-tec GmbH, sont tous deux issus du secteur de la production en grande série et s’intéressent depuis des années à la surveillance et à l’optimisation des processus. C’est pourquoi, lors de la mise en place de processus de série, il leur est apparu évident que seule la surveillance des processus permettait d’exploiter les machines de manière fiable tout en minimisant les effectifs nécessaires. La nécessité d’une surveillance des processus s’est toutefois rapidement imposée lors de l’usinage de couronnes de forage creuses à partir de matériaux résistants. Tanja Egli explique : „ Le problème n’était pas que le matériau soit très résistant, mais le fait que sa composition variait fortement d’un lot à l’autre. Cela a donc entraîné assez rapidement des ruptures d’outils, même avec les barres de forage coûteuses équipées de plaquettes amovibles. En raison de la longue durée de fonctionnement des composants, il y avait bien sûr aussi un risque constant que les outils suivants se cassent. C’est pourquoi la surveillance des processus est devenue pour nous une nécessité. “ On connaissait déjà plusieurs fournisseurs de ces systèmes de surveillance et avait déjà collaboré avec les principaux fabricants. Chez e-pro-tec, on travaille toutefois entre autres avec le centre de tournage SMEC SL2500. Les machines SMEC sont toutefois équipées des commandes Siemens 828D. Cette commande a été développée pour la gamme compacte en deux versions – l’une pour le tournage, l’autre pour le fraisage –, que nous prenons désormais toutes deux en charge. La restriction : on ne peut commander que 3 plus 2 axes. De plus, ces commandes sont fermées, un fabricant tiers n’y a pas accès. C’est toutefois par l’intermédiaire du fournisseur des machines SMEC, la société WSF Werkzeugmaschinen, que le contact avec UTTec a été établi. Pour Uwe Schröter, directeur général d’UTTec, la commande fermée ne constituait toutefois pas un gros problème. „ Siemens exige pour cela un bloc de données spécial (SDB), développé et validé par Siemens. Nous nous sommes procuré ce bloc et pouvons l’utiliser sur n’importe quelle Siemens 828D pour nos systèmes. En collaboration avec SMEC, nous avons ensuite testé les interfaces et conçu l’interface utilisateur de manière à ce que l’utilisateur puisse bénéficier d’une intégration simple, sans avoir à gérer de nombreux paramètres, commandes, etc. “
Auparavant conservateur et prudent, maintenant optimisation des données de coupe
Depuis début 2024, e-pro-tec utilise désormais le système UT-Tm®-Basic et, selon les responsables, cela a non seulement permis de sauver de nombreux outils, mais aussi d'optimiser les paramètres de coupe. Auparavant, les processus étaient gérés de manière plutôt prudente et conservatrice, car il n'y avait pas en permanence de personnel qualifié à la machine qui aurait pu détecter à l'avance les problèmes éventuels. Actuellement, la machine fonctionne même sans personnel pendant le quart de nuit. Le système UT-Tm®-Basic est certes un système purement Profinet, qui permet de lire les données des entraînements numériques. Chez e-pro-tec, on utilise toutefois un chargeur de barres et l’entraînement de la machine SMEC s’effectue par courroie. C’est pourquoi UTTec a développé un logiciel qui corrige les éventuels problèmes liés à l’entraînement par courroie. Outre ces adaptations individuelles, de nombreux autres aspects de la surveillance des processus contribuent à une utilisation fiable et réussie. Cela commence dès la manipulation. Pour Uwe Schröter, celle-ci est relativement simple avec ce système : „ Alors que d’autres systèmes fonctionnent avec des courbes d’apprentissage adaptées et nécessitent de définir des paramètres et des limites à l’aide de valeurs numériques, notre système est commandé par des méthodes graphiques. Cela signifie que l’on voit ce que l’on fait. Une méthode consiste à effectuer un usinage avec la machine, puis un cycle à vide. C'est ce qu'on appelle le décalage du point zéro. On identifie ainsi immédiatement les données de processus importantes et on configure graphiquement la surveillance. Cela signifie que la surveillance est très facile à configurer. “ C'était un argument de poids pour e-pro-tec, car on ne fabrique pas seulement un produit sur une machine, mais on a constamment affaire à d'autres processus, composants et pièces détachées. Au final, l’investissement dans le système s’est donc depuis longtemps rentabilisé pour Tanja Egli : lorsqu’on met en place une surveillance des processus, la question se pose de savoir avec quelle précision le processus doit être surveillé. S’agit-il d’une simple surveillance des ruptures ou souhaite-t-on voir si l’outil intervient aux endroits prévus ? Souhaite-t-on en outre optimiser les durées de vie ? Il existe de nombreuses causes pouvant entraîner une rupture d’outil. Chez nous, cela peut être le matériau, la transmission par courroie avec ses vibrations ou une plaquette amovible qui n’est pas en parfait état. De plus, on essaie d’exploiter un outil le plus longtemps possible. Avec le système UT-Tm® Basic, ce n’est plus un problème. Le système se désactive et signale que la plaquette amovible est usée. “ La rupture d’un outil est certes agaçante, mais reste gérable. Cependant, lorsque, comme chez e-pro-tec, cela se produit plus d’une fois et que la machine est également endommagée, cela devient un véritable problème. En effet, il faut des heures pour réaligner la tourelle et, si l’on n’a pas de chance, cela se produit à une heure où personne n’est joignable.
e-pro-tec à la loupe
Fondée à l'origine comme une entreprise de services pour l'optimisation des machines et des processus, e-pro-tec s'est dotée en 2021 d'un second pilier avec la fabrication sous contrat. Dans ce domaine, la fabrication de prototypes et de pièces uniques était au premier plan. Cependant, de petites et grandes séries (100 000 pièces par an/en lots) sont désormais également produites. La clientèle comprend des entreprises des secteurs de la technologie médicale, de l'industrie de la construction, ainsi que de la réfrigération et de la climatisation.
Intéressant en marge
Les systèmes de surveillance de processus conventionnels n'ont pas été inclus dans le benchmark car la commande Siemens 828D est fermée et donc inaccessible aux produits tiers. Il existe peu de fournisseurs de surveillance de processus qui disposent du bloc de données spécial (SDB) nécessaire de Siemens.
Soit dit en passant
Avec la nouvelle Sinumerik 828D, Siemens Drive Technologies complète sa gamme de commandes pour machines-outils avec un modèle pour la classe compacte en deux versions – une pour le tournage, une pour le fraisage. La commande dispose de fonctions CNC sophistiquées comme les transformations cinématiques et une gestion d'outils performante.
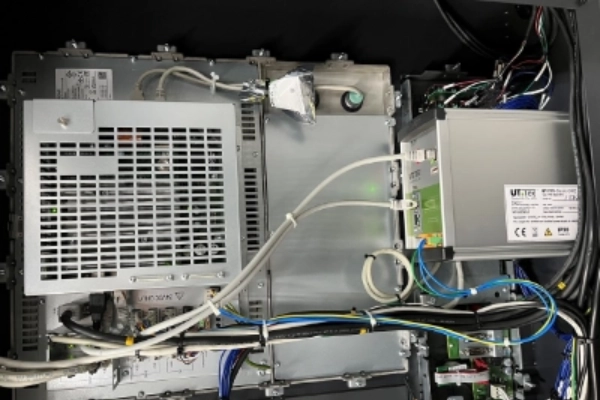
Le système UT-Tm®-Basic permet la transparence des processus en mesurant la puissance active ou les vibrations sur la broche ou les axes. Les données mesurées peuvent être utilisées aussi bien pour l'optimisation des paramètres de coupe que pour le contrôle qualité.
Malgré le savoir-faire et des années d'expérience en optimisation de machines et de processus, l'entreprise e-pro-tec a continué de connaître des ruptures d'outils coûteuses. À Göppingen, on travaille principalement avec des matériaux très résistants dont la composition varie parfois considérablement d'un lot à l'autre. Avec l'investissement dans la surveillance des processus Avec UT-Tm®-Basic d'UTTec, ce problème n'est pas seulement résolu, mais permet désormais également de faire fonctionner certaines séries pendant la nuit sans personnel.
Tanja et Christian Egli, directeurs d'e-pro-tec GmbH, viennent tous deux de la fabrication de grandes séries et s'occupent depuis des années de la surveillance et de l'optimisation des processus. C'est pourquoi, lors de l'installation de processus de série, il était clair pour les deux qu'une surveillance des processus est le seul moyen de faire fonctionner les machines de manière fiable avec le moins de personnel possible. La nécessité d'une surveillance des processus s'est cependant rapidement manifestée lors de l'usinage de couronnes de forage creuses dans des matériaux tenaces. Tanja Egli commente à ce sujet : „ Le problème n'était pas le fait qu'il s'agisse d'un matériau très tenace, mais le fait que la composition du matériau variait considérablement d'un lot à l'autre. La rupture d'outils s'est donc produite relativement rapidement, même avec des outils coûteux.
Barres d'alésage avec plaquettes de coupe interchangeables. En raison de leur longue durée de vie, les composants présentaient naturellement un risque constant que les outils suivants se brisent. C'est pourquoi la surveillance des processus est devenue une nécessité pour nous. On connaissait certes de nombreux fournisseurs de systèmes de surveillance et on avait déjà travaillé avec les principaux fabricants par le passé. Chez e-pro-tec, on travaille cependant entre autres avec le centre de tournage SMEC SL2500. Les machines SMEC sont toutefois équipées de commandes Siemens 828D. Ces commandes ont été développées pour la classe compacte en deux versions – une pour le tournage, une pour le fraisage, que nous prenons désormais toutes deux en charge. La limitation : on ne peut travailler qu'avec 3 axes plus 2. De plus, ces commandes sont fermées, un produit d'un autre fabricant n'a pas accès. Cependant, par le biais du fournisseur des machines SMEC, l'entreprise WSF Werkzeugmaschinen, le contact avec UTTec a été établi. Pour Uwe Schröter, directeur de UTTec, la commande fermée ne représentait cependant pas un grand problème. “Siemens exige pour cela un bloc de données spécial (SDB), qui est développé et approuvé par Siemens. Nous nous sommes procuré ce bloc de données et pouvons l'utiliser sur toutes les Siemens 828D pour nos systèmes. En collaboration avec SMEC, nous avons ensuite testé les interfaces et créé l'interface utilisateur de telle sorte que l'utilisateur bénéficie d'une intégration simple sans de nombreux paramètres, commandes, etc.„
Auparavant conservateur et prudent, maintenant optimisation des données de coupe
Depuis début 2024, e-pro-tec utilise désormais le système UT-Tm®-Basic et, selon les responsables, cela a non seulement permis de sauver de nombreux outils, mais aussi d'optimiser les paramètres de coupe. Auparavant, les processus étaient gérés de manière plutôt prudente et conservatrice, car il n'y avait pas en permanence de personnel qualifié à la machine qui aurait pu détecter à l'avance les problèmes éventuels. Actuellement, la machine fonctionne même sans personnel pendant le quart de nuit. Le système UT-Tm®-Basic est certes un système purement Profinet, qui permet de lire les données des entraînements numériques. Chez e-pro-tec, on utilise toutefois un chargeur de barres et l’entraînement de la machine SMEC s’effectue par courroie. C’est pourquoi UTTec a développé un logiciel qui corrige les éventuels problèmes liés à l’entraînement par courroie. Outre ces adaptations individuelles, de nombreux autres aspects de la surveillance des processus contribuent à une utilisation fiable et réussie. Cela commence dès la manipulation. Pour Uwe Schröter, celle-ci est relativement simple avec ce système : „ Alors que d’autres systèmes fonctionnent avec des courbes d’apprentissage adaptées et nécessitent de définir des paramètres et des limites à l’aide de valeurs numériques, notre système est commandé par des méthodes graphiques. Cela signifie que l’on voit ce que l’on fait. Une méthode consiste à effectuer un usinage avec la machine, puis un cycle à vide. C'est ce qu'on appelle le décalage du point zéro. On identifie ainsi immédiatement les données de processus importantes et on configure graphiquement la surveillance. Cela signifie que la surveillance est très facile à configurer. “ C'était un argument de poids pour e-pro-tec, car on ne fabrique pas seulement un produit sur une machine, mais on a constamment affaire à d'autres processus, composants et pièces détachées. Au final, l’investissement dans le système s’est donc depuis longtemps rentabilisé pour Tanja Egli : lorsqu’on met en place une surveillance des processus, la question se pose de savoir avec quelle précision le processus doit être surveillé. S’agit-il d’une simple surveillance des ruptures ou souhaite-t-on voir si l’outil intervient aux endroits prévus ? Souhaite-t-on en outre optimiser les durées de vie ? Il existe de nombreuses causes pouvant entraîner une rupture d’outil. Chez nous, cela peut être le matériau, la transmission par courroie avec ses vibrations ou une plaquette amovible qui n’est pas en parfait état. De plus, on essaie d’exploiter un outil le plus longtemps possible. Avec le système UT-Tm® Basic, ce n’est plus un problème. Le système se désactive et signale que la plaquette amovible est usée. “ La rupture d’un outil est certes agaçante, mais reste gérable. Cependant, lorsque, comme chez e-pro-tec, cela se produit plus d’une fois et que la machine est également endommagée, cela devient un véritable problème. En effet, il faut des heures pour réaligner la tourelle et, si l’on n’a pas de chance, cela se produit à une heure où personne n’est joignable.
e-pro-tec à la loupe
Fondée à l'origine comme une entreprise de services pour l'optimisation des machines et des processus, e-pro-tec s'est dotée en 2021 d'un second pilier avec la fabrication sous contrat. Dans ce domaine, la fabrication de prototypes et de pièces uniques était au premier plan. Cependant, de petites et grandes séries (100 000 pièces par an/en lots) sont désormais également produites. La clientèle comprend des entreprises des secteurs de la technologie médicale, de l'industrie de la construction, ainsi que de la réfrigération et de la climatisation.
Intéressant en marge
Les systèmes de surveillance de processus conventionnels n'ont pas été inclus dans le benchmark car la commande Siemens 828D est fermée et donc inaccessible aux produits tiers. Il existe peu de fournisseurs de surveillance de processus qui disposent du bloc de données spécial (SDB) nécessaire de Siemens.
Soit dit en passant
Avec la nouvelle Sinumerik 828D, Siemens Drive Technologies complète sa gamme de commandes pour machines-outils avec un modèle pour la classe compacte en deux versions – une pour le tournage, une pour le fraisage. La commande dispose de fonctions CNC sophistiquées comme les transformations cinématiques et une gestion d'outils performante.
Le système UT-Tm®-Basic permet la transparence des processus en mesurant la puissance active ou les vibrations sur la broche ou les axes. Les données mesurées peuvent être utilisées aussi bien pour l'optimisation des paramètres de coupe que pour le contrôle qualité.
Contact
e-protec GmbH
Monsieur Christian Egli
D-73037 Göppingen
+49 179 44870 22
www.e-pro-tec.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tél. +49 (0) 7195 – 9791-100
https://www.uttec.de
Dans le système UT-Tm®-Basic, les outils et les usinages sont automatiquement appris dans des limites définies en fonction de la performance, du déroulement du signal et du temps d'usinage. Ces limites ou réglages peuvent être définis individuellement et optimisés manuellement.

Le centre de tournage SMEC SL2500 est équipé d'une commande Siemens 828D.

Désormais, e-pro-tec fabrique également des petites et des grandes séries (100 000 pièces par an/par lot).
Uwe Schröter et Tanja Egli constatent que la manipulation de tels systèmes est souvent problématique. Dans ce cas, cependant, c'est comparativement simple : le système est contrôlé par différentes méthodes et boîtes qui peuvent être placées de manière flexible.

UTTec et SMEC ont développé et testé conjointement les interfaces et ont conçu la surface de manière à ce que l'utilisateur puisse l'intégrer facilement et sans avoir à saisir de nombreux paramètres ou commandes.
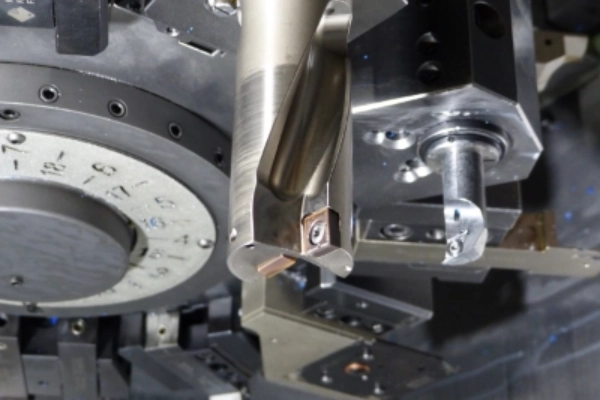
Les barres de forage coûteuses ont subi des ruptures d'outils relativement rapidement en raison des fortes fluctuations de la composition du matériau à usiner.
écrit avec l'aimable soutien de
Les produits et services que nous proposons s'adressent exclusivement
à des entreprises au sens du § 14 BGB et non à des consommateurs
au sens du § 13 du code civil allemand (BGB).
