
Despite having know-how and years of experience in machine and process optimization, e-pro-tec continually experienced costly tool breakages. The company, based in Göppingen, primarily manufactures very tough materials whose composition can fluctuate extremely from batch to batch. With the investment in process monitoring UT-Tm®-Basic from UTTec has not only solved this problem, but is now also able to run certain quantities in unmanned night shifts.
Tanja and Christian Egli, managing directors of e-pro-tec GmbH, both have backgrounds in large-scale production and have been working on process monitoring and optimization for years. That is why, when setting up mass-production processes, it was clear to both of them that only with process monitoring is it possible to operate the machines reliably with minimal staff. However, the need for process monitoring also quickly became apparent when machining hollow drill bits made of tough materials. Tanja Egli explains: „The problem wasn’t that the material was very tough, but rather the fact that the material’s composition varied significantly from batch to batch. This led relatively quickly to tool breakage, even with the high-cost drill rods equipped with indexable inserts. Given the long operating times of the components, there was naturally a constant risk that subsequent tools would also break. That’s why process monitoring became a must for us.“ The company was already familiar with several providers of these monitoring systems from past experience and had previously worked with leading manufacturers. At e-pro-tec, however, they work with the SMEC SL2500 turning center, among other machines. SMEC machines are equipped with Siemens 828D controls. This control system was developed for the compact class in two versions—one for turning and one for milling—both of which we now support. The limitation: It can only control 3 plus 2 axes. Furthermore, these control systems are closed-loop; third-party systems have no access. However, through the supplier of the SMEC machines—the company WSF Werkzeugmaschinen—we established contact with UTTec. For Uwe Schröter, CEO of UTTec, the closed-loop control system was not a major problem. „Siemens requires a special data module (SDB) for this, which is developed and approved by Siemens. We obtained this module and can use it on any Siemens 828D for our systems. Together with SMEC, we then tested the interfaces and designed the user interface so that the user can easily integrate the system without having to deal with many parameters, commands, etc.“
Previously conservative and cautious, now optimizing cutting data
Since early 2024, e-pro-tec has been using the UT-Tm®-Basic, and according to company officials, this has not only saved a number of tools but also optimized the cutting parameters. Previously, processes were run rather conservatively and cautiously, as there wasn’t always qualified personnel at the machine who could have detected potential problems in advance. Currently, however, the machine is even allowed to run unmanned during the night shift. Now, while the UT-Tm®-Basic system is strictly a Profinet system used to read data from digital drives, e-pro-tec uses a bar feeder, and the SMEC machine is driven by a belt. That is why UTTec developed software specifically for this application to account for any issues caused by the belt drive. In addition to these customizations, however, numerous other aspects of process monitoring contribute to a reliable and successful implementation. This begins with the system’s operation. For Uwe Schröter, the system is relatively straightforward: „While other systems require working with customized learning curves and specifying parameters and limits using numerical values, our system is controlled using graphical methods. That means you can see exactly what you’re doing. One method involves running a machining operation with the machine and then performing an idle run. That defines the zero-point offset. So you immediately recognize the important process data and set up your monitoring graphically. This means that monitoring can be configured very easily.“ This was a key factor for e-pro-tec, since they don’t just run a single product on a machine but constantly deal with different processes, components, and individual parts. All in all, the investment in the system has long since paid off for Tanja Egli: When using process monitoring, the question arises as to how precisely the process should be monitored. Is it a simple breakage monitoring system, or do you want to see whether the tool is engaging at the intended points? Do you also want to optimize tool life? There are many factors that can lead to tool breakage. In our case, it could be the material, the belt drive causing vibrations, or an indexable insert that isn’t 100% in working order. Furthermore, you try to get the most out of a tool for as long as possible. With the UT-Tm® Basic System, that’s no longer a problem. The system shuts down and reports, “Indexable insert worn out.” Now, a tool breaking is certainly annoying but still manageable. But if, as in the case of e-pro-tec, the machine is damaged more than once, it becomes a real problem. After all, it takes hours to realign the turret, and if you’re unlucky, it happens at a time when no one is available.
e-pro-tec in Focus
Originally founded as a service company for machine and process optimization, e-pro-tec established a second pillar in contract manufacturing in 2021. The focus in this area was initially on the production of prototypes and individual parts. However, small and large series (100,000 units per year/batches) are now also manufactured. The customer base includes companies from the medical technology, construction, and refrigeration and air conditioning industries.
Interesting side notes
Conventional process monitoring systems were not included in the benchmark because the Siemens 828D control system is closed and therefore inaccessible to third-party products. There are very few providers of process monitoring systems that have the necessary special data block (SDB) from Siemens.
By the way
With the new Sinumerik 828D, Siemens Drive Technologies is adding a compact class model to its range of machine tool controls in two versions – one for turning, one for milling. The control features sophisticated CNC functions such as kinematic transformations and powerful tool management.
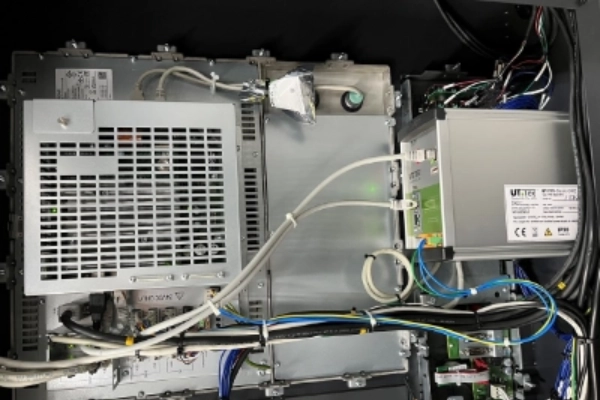
The UT-Tm®-Basic system enables transparency in processes by measuring active power or vibrations at the spindle or axes. The measured data can be used for optimizing cutting parameters as well as for quality control.
Despite having know-how and years of experience in machine and process optimization, e-pro-tec continually experienced costly tool breakages. The company, based in Göppingen, primarily manufactures very tough materials whose composition can fluctuate extremely from batch to batch. With the investment in process monitoring UT-Tm®-Basic from UTTec has not only solved this problem, but is now also able to run certain quantities in unmanned night shifts.
Tanja and Christian Egli, managing directors of e-pro-tec GmbH, both come from mass production and have been involved with process monitoring and optimization for years. Therefore, when implementing series production processes, it was clear to both of them that only with process monitoring would it be possible to operate the machines reliably with minimal staffing. However, the necessity of process monitoring quickly became apparent when machining hollow drill bits made from tough materials. Tanja Egli explains: „The problem wasn't that it was a very tough material, but the fact that the material compositions varied greatly depending on the batch. This led to tool breakage relatively quickly, even with the cost-intensive
Drill bars with indexable inserts. Due to the long service life of the components, there was naturally a continuous risk of subsequent tools breaking. Therefore, process monitoring became a must for us.“ In the past, we knew several providers of these monitoring systems and had already worked with leading manufacturers. However, at e-pro-tec, they work with, among others, the SMEC SL2500 lathe. SMEC machines are equipped with Siemens 828D controls. This control was developed for the compact class in two versions – one for turning, one for milling, both of which we now support. The limitation: It only allows for 3 plus 2 axes. Additionally, these controls are closed, and external manufacturers do not have access. However, through the provider of the SMEC machines, WSF Werkzeugmaschinen, contact was made with UTTec. For Uwe Schröter, Managing Director of UTTec, the closed control was not a major problem. „Siemens requires a special data block (SDB) for this, which is developed and approved by Siemens. We obtained this block and can use it on any Siemens 828D for our systems. Together with SMEC, we then tested the interfaces and created the surface so that the user has a simple integration without many parameters, commands, etc.“
Previously conservative and cautious, now optimizing cutting data
Since early 2024, e-pro-tec has been using the UT-Tm®-Basic, and according to company officials, this has not only saved a number of tools but also optimized the cutting parameters. Previously, processes were run rather conservatively and cautiously, as there wasn’t always qualified personnel at the machine who could have detected potential problems in advance. Currently, however, the machine is even allowed to run unmanned during the night shift. Now, while the UT-Tm®-Basic system is strictly a Profinet system used to read data from digital drives, e-pro-tec uses a bar feeder, and the SMEC machine is driven by a belt. That is why UTTec developed software specifically for this application to account for any issues caused by the belt drive. In addition to these customizations, however, numerous other aspects of process monitoring contribute to a reliable and successful implementation. This begins with the system’s operation. For Uwe Schröter, the system is relatively straightforward: „While other systems require working with customized learning curves and specifying parameters and limits using numerical values, our system is controlled using graphical methods. That means you can see exactly what you’re doing. One method involves running a machining operation with the machine and then performing an idle run. That defines the zero-point offset. So you immediately recognize the important process data and set up your monitoring graphically. This means that monitoring can be configured very easily.“ This was a key factor for e-pro-tec, since they don’t just run a single product on a machine but constantly deal with different processes, components, and individual parts. All in all, the investment in the system has long since paid off for Tanja Egli: When using process monitoring, the question arises as to how precisely the process should be monitored. Is it a simple breakage monitoring system, or do you want to see whether the tool is engaging at the intended points? Do you also want to optimize tool life? There are many factors that can lead to tool breakage. In our case, it could be the material, the belt drive causing vibrations, or an indexable insert that isn’t 100% in working order. Furthermore, you try to get the most out of a tool for as long as possible. With the UT-Tm® Basic System, that’s no longer a problem. The system shuts down and reports, “Indexable insert worn out.” Now, a tool breaking is certainly annoying but still manageable. But if, as in the case of e-pro-tec, the machine is damaged more than once, it becomes a real problem. After all, it takes hours to realign the turret, and if you’re unlucky, it happens at a time when no one is available.
e-pro-tec in Focus
Originally founded as a service company for machine and process optimization, e-pro-tec established a second pillar in contract manufacturing in 2021. The focus in this area was initially on the production of prototypes and individual parts. However, small and large series (100,000 units per year/batches) are now also manufactured. The customer base includes companies from the medical technology, construction, and refrigeration and air conditioning industries.
Interesting side notes
Conventional process monitoring systems were not included in the benchmark because the Siemens 828D control system is closed and therefore inaccessible to third-party products. There are very few providers of process monitoring systems that have the necessary special data block (SDB) from Siemens.
By the way
With the new Sinumerik 828D, Siemens Drive Technologies is adding a compact class model to its range of machine tool controls in two versions – one for turning, one for milling. The control features sophisticated CNC functions such as kinematic transformations and powerful tool management.
The UT-Tm®-Basic system enables transparency in processes by measuring active power or vibrations at the spindle or axes. The measured data can be used for optimizing cutting parameters as well as for quality control.
Contact
e-protec GmbH
Mr. Christian Egli
D-73037 Göppingen
+49 179 44870 22
www.e-pro-tec.de
UTTec GmbH & Co KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
https://www.uttec.de
In the UT-Tm®-Basic system, tools and machining processes are automatically learned within defined limits based on performance, signal progression, and machining time. These limits or settings can be individually defined and manually optimized.

The SMEC SL2500 turning center is equipped with a Siemens 828D control.

Meanwhile, e-pro-tec also produces small and large series (100,000 units per year/batches).
Uwe Schröter and Tanja Egli note that handling such systems is often problematic. However, in this case, it is comparatively simple: the system is controlled via various methods and boxes that can be flexibly positioned.

UTTec and SMEC jointly developed and tested the interfaces and designed the surface so that the user can easily integrate it without many parameters or commands.
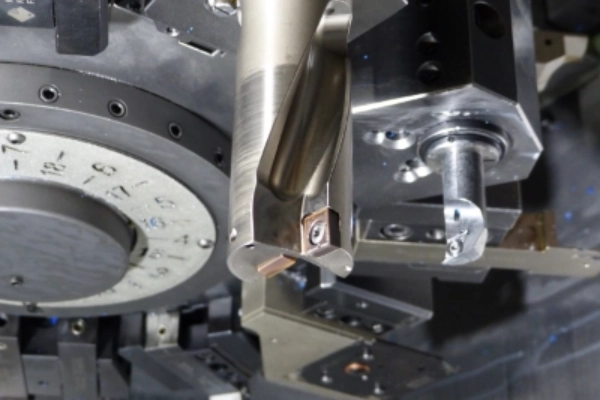
Due to the significant fluctuations in the composition of the material being machined, the costly drill rods experienced tool breakage relatively quickly.
written with the kind support of
The products and services we offer are aimed exclusively at
to companies within the meaning of § 14 BGB and not to consumers
within the meaning of § 13 BGB.
