
Langdrehautomaten kommen meist dann zum Einsatz, wenn es um große Serien, Wirtschaftlichkeit und hohe Genauigkeit geht. Was die Losgrößen angeht, ist das ist beim Unternehmen Robert Höhne anders. Man greift in der Kleinserienfertigung mit anspruchsvollen Materialien bewusst auf dieses Maschinenkonzept zurück. Die notwendige Prozesssicherheit im mannlosen Betrieb sichert dabei das Überwachungssystem UT-Tm®-Basic mit offener Struktur, denn eine Grundvoraussetzung war, dass eine Rückführung der Daten in das eigene M-/BDE-System möglich ist.
Es sind überwiegend Kleinserien aus anspruchsvollen Materialen wie Inconel, hochlegierten Stählen oder hochfestes Luftfahrt-Aluminium, auf die man sich beim Unternehmen Robert Höhne im bayrischen Wagenhofen konzentriert. Für dieses Teilespektrum wurde im letzten Jahr in einen Langdrehautomaten mit Revolver von Citizen investiert. Ein Maschinenkonzept, das für das Produktportfolio nahezu maßgeschneidert ist. Langdrehautomaten eignen sich zwar vor allem bei entsprechend hohen Stückzahlen. Bei Höhne nutzt man die Technologie aber, weil zahlreiche Bauteile auf einem Kurzdreher nur schwierig zu fertigen sind. Nun verfügt die Maschine von Citizen über die LFV-Technologie (oszillierende Bewegungen für Spanbruch). Das war für die Zerspanungsspezialisten in Wagenhofen ideal, denn als klassischer Einschicht-Betrieb setzt man zusätzlich auf zwei mannlosen Schichten. Allein mit dem Spanbruch war es allerdings nicht getan, denn man setzt auch Werkzeuge mit Durchmessern zwischen ein und drei Millimeter ein. Nun sind Langdrehautomaten für gewöhnlich mit taktilen Messsystemen ausgerüstet. Bei diesen Werkzeugdurchmessern besteht allerdings die Gefahr, dass es beim Abtasten zu Haar-Rissen kommt. Ein weiteres Problem ist die Tatsache, dass bei den zahlreichen Achsen an der Maschine, für jede Achse ein System notwendig wäre. Abgesehen davon, dass man keinen Platz für diese Messsysteme hat, wäre eine mechanische Überprüfung auch ein nicht vertretbarer Zeitaufwand. Und so war Geschäftsführer Robert Höhne auf der Suche nach einer entsprechenden Werkzeugüberwachung und wurde beim Unternehmen UTTec in Winnenden fündig: „Unser Ziel war es, die Maschine auch unter schwierigen Bedingungen mannlos und prozesssicher zu fahren. Zudem wollte ich meine Mitarbeiter an der Maschine mit der Information unterstützen, wann ein Werkzeug zu wechseln ist. Eine Grundvoraussetzung für die Überwachung war allerdings, dass ich die Daten für unser eigenes M-/BDE-System Toolflakes nutzen kann, denn hier sind Taktzeiten, Werkzeugstandzeiten, Standzeit-Monitoring etc. hinterlegt.“
Die ersten Versuche hat UTTec dann auf einer baugleichen Maschine (ein Motor treibt bis zu 12 Achsen an) gestartet und selbst bei sehr geringen Lasten waren diese Versuche erfolgreich.
Die „ideale Notbremse“ bringt bares Geld
Die Nutzung der notwendigen Daten für das M-/BDE-System war kein Problem. Das Überwachungssystem UT-Tm®-Basic hatte die Schnittstelle bereits integriert und UTTec stellt die Daten über eine Json-Datei zu Verfügung. So lassen sich einfach und problemlos aktuelle Schnittdaten einpflegen, um exakte Aussagen über Kräfte zu definieren. Das bzw. die Probleme lagen für UTTec vielmehr in anderen Bereichen. Das waren zunächst die kleinen Werkzeuge und damit verbunden die geringen Lasten. Einen Bohrer von 1 mm zu erfassen, war bis dahin kaum möglich. Ein weiteres Problem waren die Platzverhältnisse an der Maschine. Alles Probleme, die Uwe Schröter, Geschäftsführer UTTec aber als interessante Herausforderung sah: „Wir hatten unsere Entwicklungen in der Kleinstzerspanung schon vor diesem konkreten Einsatz forciert. Darauf aufbauend haben wir ein neues Modul entwickelt, damit wir keinen externen Sensor einsetzen müssen. Wir messen jetzt in der Basis die Wirkleistung, greifen den Strom mit 100 Hz ab und führen ihn direkt durch eine Messkarte. Die Abtastung geht so wesentlich schneller, ermöglicht feinfühliger zu messen und wir können über unser Modul die Daten abgreifen. Durchmesser von 1 mm, evtl. auch darunter, sollten so kein Problem mehr sein. Das heißt, wir haben damit eine steuerungsneutrale Lösung für Langdrehautomaten geschaffen, die es bislang so einfach nicht gab.“
Nun steht Industrie 4.0 dafür, möglichst viele Daten aus der Fertigung zu sammeln und vollautomatisch auszuwerten. Mit einer taktilen Messung ist das nicht möglich. Unabhängig davon, benötigt man für solch einen Messvorgang zwischen 3 und fünf Sekunden. Im Zusammenhang mit Industrie 4.0 sprechen für Robert Höhne allerdings noch weitere Aspekte, für offene Systeme: „Selbst ein qualifizierter Mann an der Maschine hört es nicht unbedingt, wenn solch ein Bohrer bricht. Das ist solch ein System die ideale Notbremse. Andererseits kann man über die Schnittkraft Grenzen setzen und klar definieren, wann eine Warnung erfolgt. Entscheidend ist aber doch, dass man damit ein Hilfsmittel hat, um mit der optimalen Strategie zu noch höherer Prozesssicherheit und Wirtschaftlichkeit zu gelangen.“ Apropos Wirtschaftlichkeit. Die Taktzeiten sind auf Grund der geringen Losgrößen in Wagenhofen nicht ganz so wichtig. Aber wenn man wie beim Unternehmen Robert Höhne durch die Überwachung die Spindellaufzeiten um 30 bis 50 % in den mannlosen Schichten erhöhen kann, ist das auch bares Geld.
Das Unternehmen im Blickpunkt
Robert Höhne Präzisionsmaschinen gilt seit 50 Jahren als moderner Fertigungsbetrieb für Kunden aus den Industriezweigen Luftfahrt, Elektronik und Maschinenbau, Medizintechnik und Halbleiter. Mit 50 Mitarbeitern, hoher Flexibilität und einem Maschinenpark von über 50 CNC-Maschinen fertigt man in Wagenhofen Prototypen bis hin zur Kleinserie. Das Unternehmen sieht sich außerdem als ein Vorreiter von Industrie 4.0, arbeitet mit eigenen Software-Eigenentwicklungen wie toolflakes sowie in enger Zusammenarbeit mit dem Softwarehaus Geovision. Das Unternehmen ist nach Aircert-DIN-EN9100-2018 zertifiziert.
Nebenbei bemerkt
Robert Höhne: „Um die Prozesssicherheit zu erhöhen, gibt es zwei Möglichkeiten. Ich kann die Daten vom Überwachungssystem ausgeben lassen oder ich führe diese Informationen in die Oberfläche zurück, die unsere Mitarbeiter schon gewöhnt sind. Und das war bislang unser Problem, es gab nur Insellösungen.“
Interessantes am Rande
Bei UTTec wurde bereits bei der Entwicklung aller Systeme festgelegt, dass alle erfassten Prozessdaten an ein übergeordnetes System gesendet werden können, um so den Anwendern eine Unterstützung für die Qualitätssicherung zu bieten.
Langdrehautomaten kommen meist dann zum Einsatz, wenn es um große Serien, Wirtschaftlichkeit und hohe Genauigkeit geht. Was die Losgrößen angeht, ist das ist beim Unternehmen Robert Höhne anders. Man greift in der Kleinserienfertigung mit anspruchsvollen Materialien bewusst auf dieses Maschinenkonzept zurück. Die notwendige Prozesssicherheit im mannlosen Betrieb sichert dabei das Überwachungssystem UT-Tm®-Basic mit offener Struktur, denn eine Grundvoraussetzung war, dass eine Rückführung der Daten in das eigene M-/BDE-System möglich ist.
Es sind überwiegend Kleinserien aus anspruchsvollen Materialen wie Inconel, hochlegierten Stählen oder hochfestes Luftfahrt-Aluminium, auf die man sich beim Unternehmen Robert Höhne im bayrischen Wagenhofen konzentriert. Für dieses Teilespektrum wurde im letzten Jahr in einen Langdrehautomaten mit Revolver von Citizen investiert. Ein Maschinenkonzept, das für das Produktportfolio nahezu maßgeschneidert ist. Langdrehautomaten eignen sich zwar vor allem bei entsprechend hohen Stückzahlen. Bei Höhne nutzt man die Technologie aber, weil zahlreiche Bauteile auf einem Kurzdreher nur schwierig zu fertigen sind. Nun verfügt die Maschine von Citizen über die LFV-Technologie (oszillierende Bewegungen für Spanbruch). Das war für die Zerspanungsspezialisten in Wagenhofen ideal, denn als klassischer Einschicht-
Betrieb setzt man zusätzlich auf zwei mannlosen Schichten. Allein mit dem Spanbruch war es allerdings nicht getan, denn man setzt auch Werkzeuge mit Durchmessern zwischen ein und drei Millimeter ein. Nun sind Langdrehautomaten für gewöhnlich mit taktilen Messsystemen ausgerüstet. Bei diesen Werkzeugdurchmessern besteht allerdings die Gefahr, dass es beim Abtasten zu Haar-Rissen kommt. Ein weiteres Problem ist die Tatsache, dass bei den zahlreichen Achsen an der Maschine, für jede Achse ein System notwendig wäre. Abgesehen davon, dass man keinen Platz für diese Messsysteme hat, wäre eine mechanische Überprüfung auch ein nicht vertretbarer Zeitaufwand. Und so war Geschäftsführer Robert Höhne auf der Suche nach einer entsprechenden Werkzeugüberwachung und wurde beim Unternehmen UTTec in Winnenden fündig: „Unser Ziel war es, die Maschine auch unter schwierigen Bedingungen mannlos und prozesssicher zu fahren. Zudem wollte ich meine Mitarbeiter an der Maschine mit der Information unterstützen, wann ein Werkzeug zu wechseln ist. Eine Grundvoraussetzung für die Überwachung war allerdings, dass ich die Daten für unser eigenes M-/BDE-System Toolflakes nutzen kann, denn hier sind Taktzeiten, Werkzeugstandzeiten, Standzeit-Monitoring etc. hinterlegt.“
Die ersten Versuche hat UTTec dann auf einer baugleichen Maschine (ein Motor treibt bis zu 12 Achsen an) gestartet und selbst bei sehr geringen Lasten waren diese Versuche erfolgreich.
Die „ideale Notbremse“ bringt bares Geld
Die Nutzung der notwendigen Daten für das M-/BDE-System war kein Problem. Das Überwachungssystem UT-Tm®-Basic hatte die Schnittstelle bereits integriert und UTTec stellt die Daten über eine Json-Datei zu Verfügung. So lassen sich einfach und problemlos aktuelle Schnittdaten einpflegen, um exakte Aussagen über Kräfte zu definieren. Das bzw. die Probleme lagen für UTTec vielmehr in anderen Bereichen. Das waren zunächst die kleinen Werkzeuge und damit verbunden die geringen Lasten. Einen Bohrer von 1 mm zu erfassen, war bis dahin kaum möglich. Ein weiteres Problem waren die Platzverhältnisse an der Maschine. Alles Probleme, die Uwe Schröter, Geschäftsführer UTTec aber als interessante Herausforderung sah: „Wir hatten unsere Entwicklungen in der Kleinstzerspanung schon vor diesem konkreten Einsatz forciert. Darauf aufbauend haben wir ein neues Modul entwickelt, damit wir keinen externen Sensor einsetzen müssen. Wir messen jetzt in der Basis die Wirkleistung, greifen den Strom mit 100 Hz ab und führen ihn direkt durch eine Messkarte. Die Abtastung geht so wesentlich schneller, ermöglicht feinfühliger zu messen und wir können über unser Modul die Daten abgreifen. Durchmesser von 1 mm, evtl. auch darunter, sollten so kein Problem mehr sein. Das heißt, wir haben damit eine steuerungsneutrale Lösung für Langdrehautomaten geschaffen, die es bislang so einfach nicht gab.“
Nun steht Industrie 4.0 dafür, möglichst viele Daten aus der Fertigung zu sammeln und vollautomatisch auszuwerten. Mit einer taktilen Messung ist das nicht möglich. Unabhängig davon, benötigt man für solch einen Messvorgang zwischen 3 und fünf Sekunden. Im Zusammenhang mit Industrie 4.0 sprechen für Robert Höhne allerdings noch weitere Aspekte, für offene Systeme: „Selbst ein qualifizierter Mann an der Maschine hört es nicht unbedingt, wenn solch ein Bohrer bricht. Das ist solch ein System die ideale Notbremse. Andererseits kann man über die Schnittkraft Grenzen setzen und klar definieren, wann eine Warnung erfolgt. Entscheidend ist aber doch, dass man damit ein Hilfsmittel hat, um mit der optimalen Strategie zu noch höherer Prozesssicherheit und Wirtschaftlichkeit zu gelangen.“ Apropos Wirtschaftlichkeit. Die Taktzeiten sind auf Grund der geringen Losgrößen in Wagenhofen nicht ganz so wichtig. Aber wenn man wie beim Unternehmen Robert Höhne durch die Überwachung die Spindellaufzeiten um 30 bis 50 % in den mannlosen Schichten erhöhen kann, ist das auch bares Geld.
Das Unternehmen im Blickpunkt
Robert Höhne Präzisionsmaschinen gilt seit 50 Jahren als moderner Fertigungsbetrieb für Kunden aus den Industriezweigen Luftfahrt, Elektronik und Maschinenbau, Medizintechnik und Halbleiter. Mit 50 Mitarbeitern, hoher Flexibilität und einem Maschinenpark von über 50 CNC-Maschinen fertigt man in Wagenhofen Prototypen bis hin zur Kleinserie. Das Unternehmen sieht sich außerdem als ein Vorreiter von Industrie 4.0, arbeitet mit eigenen Software-Eigenentwicklungen wie toolflakes sowie in enger Zusammenarbeit mit dem Softwarehaus Geovision. Das Unternehmen ist nach Aircert-DIN-EN9100-2018 zertifiziert.
Nebenbei bemerkt
Robert Höhne: „Um die Prozesssicherheit zu erhöhen, gibt es zwei Möglichkeiten. Ich kann die Daten vom Überwachungssystem ausgeben lassen oder ich führe diese Informationen in die Oberfläche zurück, die unsere Mitarbeiter schon gewöhnt sind. Und das war bislang unser Problem, es gab nur Insellösungen.“
Interessantes am Rande
Bei UTTec wurde bereits bei der Entwicklung aller Systeme festgelegt, dass alle erfassten Prozessdaten an ein übergeordnetes System gesendet werden können, um so den Anwendern eine Unterstützung für die Qualitätssicherung zu bieten.
Kontakt
Robert Höhne Präzisionsmaschinen GmbH & Co. KG
Herr Robert Höhne
85235 Wagenhofen
Tel.: +49 (0) 8134. 99 77 1-0
https://hoehne-gmbh.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
www.uttec.de

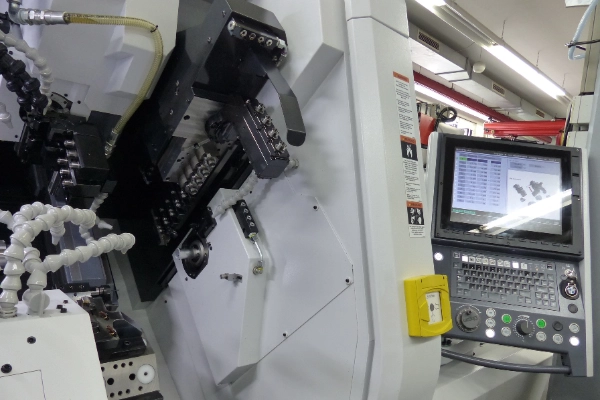
In den Langdrehautomaten hat man für Bauteile investiert, die auf einem Kurzdreher nur schwierig zu fertigen sind.

Platzprobleme an Langdrehautomaten sind bekannt. Deshalb wurden von UTTec für die Überwachungssysteme Schaltschränke hergestellt und installiert.

Die eingesetzten Werkzeuge, mit Durchmessern zwischen ein und drei Millimeter. Selbst ein qualifizierter Mann an der Maschine hört es nicht unbedingt, wenn solch ein Werkzeug bricht.
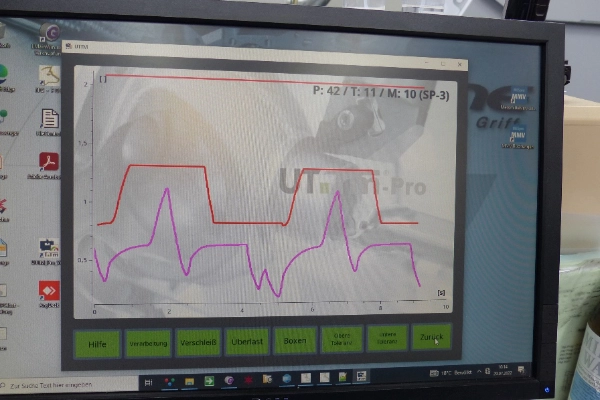
Neben der „idealen Notbremse“ lassen sich mit UT-Tm®-Basic über die Schnittkraft Grenzen setzen und klar definieren, wann eine Warnung erfolgt.
Bei den zahlreichen Achsen an Langdrehautomaten wäre für jede Achse ein taktiles Mess-System notwendig. Dafür ist kein Platz vorhanden.
Robert Höhne (li) und Uwe Schröter: „Maschinen- und Steuerungshersteller sowie Anbieter von Prozessüberwachungen bieten nur Insellösungen an. Der Mehrwert kommt aber doch nur durch ein offenes System, denn das kann nicht nur Ergebnisse, sondern auch Rohdaten liefern.“
geschrieben mit freundlicher Unterstützung von
Unsere angebotenen Produkte und Dienstleistungen richten sich ausschließlich
an Unternehmen im Sinne des § 14 BGB und nicht an Verbraucher
im Sinne des § 13 BGB.
