
Swiss-type lathes are usually used for large-scale production, cost-effectiveness, and high precision. However, the situation is different at Robert Höhne when it comes to batch sizes. The company intentionally uses this machine concept for small-batch production with demanding materials. The necessary process reliability in unmanned operation is ensured by the monitoring system. UT-Tm®-Basic with an open structure, as a basic requirement was that data could be fed back into one's own M/BDE system.
Robert Höhne, based in Wagenhofen, Bavaria, focuses primarily on small-batch production of parts made from sophisticated materials such as Inconel, high-alloy steels, and high-strength aerospace aluminum. To accommodate this range of parts, the company invested last year in a Citizen turret-type sliding headstock automatic lathe. A machine concept that is virtually tailor-made for the product portfolio. While long-turning automatic lathes are primarily suited for correspondingly high production volumes, Höhne uses the technology because numerous components are difficult to manufacture on a short-turning lathe. The Citizen machine now features LFV technology (oscillating movements for chip breaking). This was ideal for the machining specialists in Wagenhofen, as the company operates on a classic single-shift basis and also relies on two unmanned shifts. However, chip breaking alone was not enough, as the company also uses tools with diameters between one and three millimeters. Now, long-turning automatic lathes are usually equipped with tactile measuring systems. With these tool diameters, however, there is a risk of hairline cracks forming during scanning. Another problem is the fact that, given the numerous axes on the machine, a system would be required for each axis. Apart from the fact that there is no space for these measuring systems, a mechanical inspection would also be an unacceptable time investment. And so Managing Director Robert Höhne was on the lookout for a suitable tool monitoring solution and found what he was looking for at the company UTTec in Winnenden: „Our goal was to operate the machine unmanned and with process reliability even under difficult conditions. I also wanted to support my employees operating the machine by providing information on when a tool needs to be changed. A basic requirement for the monitoring, however, was that I be able to use the data in our own M/BDE system, Toolflakes, since cycle times, tool life, tool life monitoring, etc., are stored there.“
UTTec then started the first trials on an identical machine (one motor drives up to 12 axes) and these trials were successful, even at very low loads.
The „ideal emergency brake“ brings in hard cash
The use of the necessary data for the M/BDE system was not a problem. The UT-Tm®-Basic monitoring system already had the interface integrated, and UTTec provides the data via a JSON file. This makes it easy and straightforward to input current cutting data to define exact statements about forces. The problems for UTTec lay more in other areas. Firstly, there were the small tools and the associated low loads. Detecting a 1 mm drill bit had been barely possible until then. Another problem was the space constraints at the machine. However, Uwe Schröter, Managing Director of UTTec, saw all these problems as interesting challenges: „We had already intensified our developments in micro-machining before this specific application. Building on that, we developed a new module so that we don't have to use an external sensor. We now measure the active power directly in the base, capture the current at 100 Hz, and pass it directly through a measurement card. This sampling is much faster, allows for more sensitive measurement, and we can retrieve the data via our module. Diameters of 1 mm, perhaps even smaller, should no longer be a problem. This means we have created a control-neutral solution for Swiss-type lathes that was not previously available in such a simple form.“
Industry 4.0 is all about collecting as much data as possible from the manufacturing process and analyzing it fully automatically. This isn’t possible with tactile measurement. Regardless, such a measurement process takes between three and five seconds. In the context of Industry 4.0, however, Robert Höhne cites additional reasons in favor of open systems: „Even a skilled operator at the machine won’t necessarily hear it if a drill bit breaks. Such a system serves as the ideal emergency brake. On the other hand, you can set limits based on cutting force and clearly define when a warning is triggered. The key point, however, is that it provides a tool to achieve even greater process reliability and cost-effectiveness through the optimal strategy.“ Speaking of cost-effectiveness. Due to the small batch sizes in Wagenhofen, cycle times aren’t quite as important. But if, as at Robert Höhne, monitoring can increase spindle running times by 30 to 50 % during unmanned shifts, that translates to real money.
Company in Focus
For 50 years, Robert Höhne Präzisionsmaschinen has been recognized as a modern manufacturing company for clients in the aerospace, electronics, mechanical engineering, medical technology, and semiconductor industries. With 50 employees, high flexibility, and a machine park of over 50 CNC machines, the company in Wagenhofen produces prototypes up to small series. The company also sees itself as a pioneer of Industry 4.0, working with its own proprietary software developments such as flaketools as well as in close cooperation with the software company GeoVision. The company is after Aircert - DIN EN 9100:2018 Certified.
By the way
Robert Höhne: „To increase process security, there are two options. I can have the data output from the monitoring system, or I can feed this information back into the interface that our employees are already used to. And this has been our problem so far: there were only isolated solutions.“
Interesting side notes
At UTTec, it was determined during the development of all systems that all captured process data could be sent to a higher-level system, thereby offering users support for quality assurance.
Swiss-type lathes are usually used for large-scale production, cost-effectiveness, and high precision. However, the situation is different at Robert Höhne when it comes to batch sizes. The company intentionally uses this machine concept for small-batch production with demanding materials. The necessary process reliability in unmanned operation is ensured by the monitoring system. UT-Tm®-Basic with an open structure, as a basic requirement was that data could be fed back into one's own M/BDE system.
The company Robert Höhne in Wagenhofen, Bavaria, primarily focuses on small-batch production runs of sophisticated materials such as Inconel, high-alloy steels, or high-strength aerospace aluminum. Last year, they invested in a Citizen sliding headstock lathe for this range of parts. This machine concept is almost tailor-made for their product portfolio. While sliding headstock lathes are generally best suited for high production volumes, Höhne utilizes the technology because many components are difficult to manufacture on a fixed headstock lathe. The Citizen machine now features LFV technology (oscillating movements for chip breaking). This was ideal for the machining specialists in Wagenhofen, as they traditionally operate on a single shift.
Additionally, the operation relies on two unmanned shifts. However, chip breakage alone was not sufficient, as tools with diameters between one and three millimeters are also used. Now, automatic lathes are usually equipped with tactile measuring systems. With these tool diameters, however, there is a risk of hairline cracks occurring during the scanning process. Another problem is the fact that with the numerous axes on the machine, a system would be necessary for each axis. Apart from lacking space for these measuring systems, a mechanical inspection would also be an unjustifiable expenditure of time. And so, managing director Robert Höhne began searching for a suitable tool monitoring system and found it at the company UTTec in Winnenden: „Our goal was to operate the machine unmanned and with process reliability even under difficult conditions. Additionally, I wanted to support my employees at the machine with information on when a tool needs to be changed. However, a basic requirement for monitoring was that I could use the data for our own M/BDE system Toolflakes, as cycle times, tool life, tool life monitoring, etc., are stored here.“
UTTec then started the first trials on an identical machine (one motor drives up to 12 axes) and these trials were successful, even at very low loads.
The „ideal emergency brake“ brings in hard cash
The use of the necessary data for the M/BDE system was not a problem. The UT-Tm®-Basic monitoring system already had the interface integrated, and UTTec provides the data via a JSON file. This makes it easy and straightforward to input current cutting data to define exact statements about forces. The problems for UTTec lay more in other areas. Firstly, there were the small tools and the associated low loads. Detecting a 1 mm drill bit had been barely possible until then. Another problem was the space constraints at the machine. However, Uwe Schröter, Managing Director of UTTec, saw all these problems as interesting challenges: „We had already intensified our developments in micro-machining before this specific application. Building on that, we developed a new module so that we don't have to use an external sensor. We now measure the active power directly in the base, capture the current at 100 Hz, and pass it directly through a measurement card. This sampling is much faster, allows for more sensitive measurement, and we can retrieve the data via our module. Diameters of 1 mm, perhaps even smaller, should no longer be a problem. This means we have created a control-neutral solution for Swiss-type lathes that was not previously available in such a simple form.“
Industry 4.0 is all about collecting as much data as possible from the manufacturing process and analyzing it fully automatically. This isn’t possible with tactile measurement. Regardless, such a measurement process takes between three and five seconds. In the context of Industry 4.0, however, Robert Höhne cites additional reasons in favor of open systems: „Even a skilled operator at the machine won’t necessarily hear it if a drill bit breaks. Such a system serves as the ideal emergency brake. On the other hand, you can set limits based on cutting force and clearly define when a warning is triggered. The key point, however, is that it provides a tool to achieve even greater process reliability and cost-effectiveness through the optimal strategy.“ Speaking of cost-effectiveness. Due to the small batch sizes in Wagenhofen, cycle times aren’t quite as important. But if, as at Robert Höhne, monitoring can increase spindle running times by 30 to 50 % during unmanned shifts, that translates to real money.
Company in Focus
For 50 years, Robert Höhne Präzisionsmaschinen has been recognized as a modern manufacturing company for clients in the aerospace, electronics, mechanical engineering, medical technology, and semiconductor industries. With 50 employees, high flexibility, and a machine park of over 50 CNC machines, the company in Wagenhofen produces prototypes up to small series. The company also sees itself as a pioneer of Industry 4.0, working with its own proprietary software developments such as flaketools as well as in close cooperation with the software company GeoVision. The company is after Aircert - DIN EN 9100:2018 Certified.
By the way
Robert Höhne: „To increase process security, there are two options. I can have the data output from the monitoring system, or I can feed this information back into the interface that our employees are already used to. And this has been our problem so far: there were only isolated solutions.“
Interesting side notes
At UTTec, it was determined during the development of all systems that all captured process data could be sent to a higher-level system, thereby offering users support for quality assurance.
Contact
Robert Höhne Precision Machines GmbH & Co. KG
Mr. Robert Höhne
85235 Wagenhofen
Phone: +49 (0) 8134. 99 77 1-0
https://hoehne-gmbh.de
UTTec GmbH & Co KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
www.uttec.de

Investments have been made in long-turning automatic lathes for components that are difficult to manufacture on a short-turning automatic lathe.

Space problems on sliding head automatics are well-known. That's why UTTec manufactured and installed control cabinets for the monitoring systems.

The tools used, with diameters between one and three millimeters. Even a qualified man at the machine wouldn't necessarily hear it if such a tool breaks.
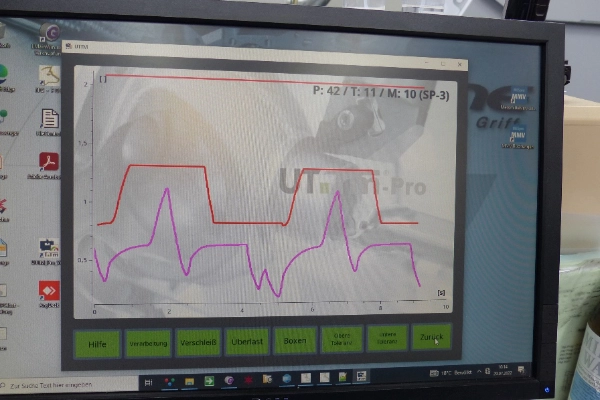
In addition to the „ideal emergency brake,“ UT-Tm®-Basic allows you to set limits on the cutting force and clearly define when a warning should be issued.
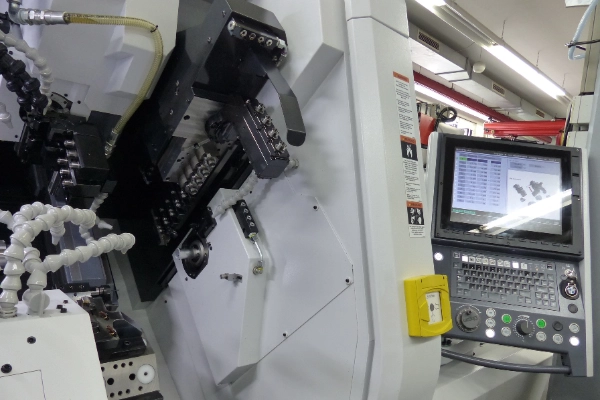
For the numerous axes on sliding head automatic lathes, a tactile measuring system would be necessary for each axis. There is no space available for this.
Robert Höhne (left) and Uwe Schröter: „Machine and control manufacturers, as well as providers of process monitoring systems, only offer isolated solutions. However, the added value only comes from an open system, because it can provide not only results but also raw data.“
written with the kind support of
The products and services we offer are aimed exclusively at
to companies within the meaning of § 14 BGB and not to consumers
within the meaning of § 13 BGB.
