
Les tours à décolleter sont généralement utilisés pour les grandes séries, la rentabilité et la haute précision. En ce qui concerne les tailles de lots, c'est différent pour l'entreprise Robert Höhne. Pour la production en petites séries avec des matériaux exigeants, ce concept de machine est délibérément repris. La sécurité des processus nécessaire en fonctionnement sans opérateur est assurée par le système de surveillance. UT-Tm®-Basic avec structure ouverte, car une condition préalable était que les données puissent être renvoyées vers votre propre système M-/BDE.
La société Robert Höhne, située à Wagenhofen en Bavière, se concentre principalement sur la fabrication de petites séries à partir de matériaux sophistiqués tels que l'Inconel, les aciers fortement alliés ou l'aluminium aéronautique à haute résistance. Pour cette gamme de pièces, l'entreprise a investi l'année dernière dans un tour à poupée mobile à tourelle de la marque Citizen. Un concept de machine qui semble taillé sur mesure pour la gamme de produits. Les tours automatiques à poupée mobile conviennent certes surtout aux volumes de production élevés. Chez Höhne, on utilise toutefois cette technologie car de nombreux composants sont difficiles à fabriquer sur un tour à poupée fixe. La machine Citizen dispose désormais de la technologie LFV (mouvements oscillants pour le bris des copeaux). C'était l'idéal pour les spécialistes de l'usinage de Wagenhofen, car en tant qu'entreprise classique fonctionnant en une seule équipe, ils misent en plus sur deux équipes sans personnel. Le bris des copeaux ne suffisait toutefois pas, car ils utilisent également des outils d'un diamètre compris entre un et trois millimètres. Or, les tours automatiques à poupée mobile sont généralement équipés de systèmes de mesure tactiles. Avec ces diamètres d’outils, il existe toutefois un risque de microfissures lors du palpage. Un autre problème réside dans le fait que, compte tenu des nombreux axes de la machine, un système serait nécessaire pour chaque axe. Outre le fait qu’il n’y a pas de place pour ces systèmes de mesure, un contrôle mécanique représenterait également une perte de temps inacceptable. C’est ainsi que le directeur général Robert Höhne s’est mis en quête d’un système de surveillance des outils adapté et a trouvé ce qu’il cherchait chez la société UTTec à Winnenden : „ Notre objectif était de faire fonctionner la machine sans personnel et en toute sécurité, même dans des conditions difficiles. De plus, je souhaitais aider mes collaborateurs travaillant sur la machine en leur indiquant quand un outil devait être remplacé. Une condition préalable à la surveillance était toutefois que je puisse utiliser les données pour notre propre système de gestion des mesures et de la production (M/BDE) Toolflakes, car c’est là que sont enregistrés les temps de cycle, la durée de vie des outils, le suivi de la durée de vie, etc. “
Les premiers essais, UTTec les a alors démarrés sur une machine identique (un moteur entraîne jusqu'à 12 axes) et même avec de très faibles charges, ces essais ont été couronnés de succès.
Le „ frein d'urgence idéal “ rapporte de l'argent liquide
L'utilisation des données nécessaires pour le système M-/BDE n'a posé aucun problème. Le système de surveillance UT-Tm®-Basic intégrait déjà l'interface et UTTec mettait les données à disposition via un fichier JSON. Ainsi, les données de coupe actuelles peuvent être facilement intégrées pour définir des déclarations précises sur les forces. Les problèmes pour UTTec se situaient plutôt dans d'autres domaines. Il s'agissait d'abord des petits outils et des charges faibles qui y étaient associées. Détecter un foret de 1 mm était jusqu'alors à peine possible. Un autre problème était l'espace disponible sur la machine. Tous ces problèmes ont été perçus par Uwe Schröter, directeur d'UTTec, comme un défi intéressant : „ Nous avions déjà intensifié nos développements dans la micro-usinage avant cette application concrète. En nous basant là-dessus, nous avons développé un nouveau module afin de ne pas avoir à utiliser de capteur externe. Nous mesurons maintenant la puissance active à la base, capturons le courant avec 100 Hz et le faisons passer directement par une carte de mesure. L'échantillonnage est ainsi beaucoup plus rapide, permet des mesures plus sensibles et nous pouvons obtenir les données via notre module. Les diamètres de 1 mm, voire inférieurs, ne devraient ainsi plus poser de problème. Cela signifie que nous avons créé une solution indépendante de la commande pour les tours à décolleter automatiques, qui n'existait pas jusqu'alors de manière aussi simple. “
Aujourd’hui, l’Industrie 4.0 consiste à collecter le plus de données possible issues de la production et à les analyser de manière entièrement automatisée. Cela n’est pas possible avec une mesure tactile. Indépendamment de cela, un tel processus de mesure nécessite entre trois et cinq secondes. Dans le contexte de l’Industrie 4.0, d’autres aspects plaident toutefois en faveur des systèmes ouverts, selon Robert Höhne : „ Même un opérateur qualifié à la machine n'entend pas forcément quand un tel foret se brise. Un tel système constitue donc le frein de secours idéal. D'autre part, on peut fixer des limites via la force de coupe et définir clairement quand un avertissement doit être déclenché. Mais ce qui est déterminant, c'est de disposer ainsi d'un outil permettant d'atteindre une sécurité des processus et une rentabilité encore plus élevées grâce à une stratégie optimale. “ À propos de rentabilité. À Wagenhofen, les temps de cycle ne sont pas si importants en raison des petites tailles de lots. Mais si, comme chez Robert Höhne, la surveillance permet d’augmenter les temps de fonctionnement des broches de 30 à 50 % pendant les équipes sans personnel, cela se traduit aussi par des économies concrètes.
L'entreprise sous les feux des projecteurs
Robert Höhne Präzisionsmaschinen est reconnu depuis 50 ans comme une entreprise de fabrication moderne pour des clients des secteurs de l'aérospatiale, de l'électronique et de la construction mécanique, des technologies médicales et des semi-conducteurs. Forte de 50 employés, d'une grande flexibilité et d'un parc de plus de 50 machines CNC, l'entreprise produit à Wagenhofen des prototypes jusqu'à de petites séries. L'entreprise se considère également comme un pionnier de l'Industrie 4.0, travaillant avec ses propres développements logiciels tels que flocons d'outils ainsi qu'en étroite collaboration avec la société de logiciels Géovision. L'entreprise est selon Certifié Aircert-DIN-EN9100-2018.
Soit dit en passant
Robert Höhne : „ Pour augmenter la sécurité des processus, il existe deux possibilités. Je peux faire sortir les données du système de surveillance ou intégrer ces informations dans l'interface à laquelle nos employés sont déjà habitués. Et c'était jusqu'à présent notre problème, il n'y avait que des solutions isolées. “
Intéressant en marge
Chez UTTec, il a été décidé dès le développement de tous les systèmes que toutes les données de processus collectées pouvaient être envoyées à un système de supervision, afin d'offrir aux utilisateurs un soutien en matière d'assurance qualité.
Les tours à décolleter sont généralement utilisés pour les grandes séries, la rentabilité et la haute précision. En ce qui concerne les tailles de lots, c'est différent pour l'entreprise Robert Höhne. Pour la production en petites séries avec des matériaux exigeants, ce concept de machine est délibérément repris. La sécurité des processus nécessaire en fonctionnement sans opérateur est assurée par le système de surveillance. UT-Tm®-Basic avec structure ouverte, car une condition préalable était que les données puissent être renvoyées vers votre propre système M-/BDE.
Il s'agit principalement de petites séries réalisées dans des matériaux exigeants comme l'Inconel, les aciers hautement alliés ou l'aluminium aérospatial à haute résistance, sur lesquels se concentre l'entreprise Robert Höhne à Wagenhofen, en Bavière. Pour cette gamme de pièces, un investissement a été réalisé l'année dernière dans un tour à poupée mobile de Citizen. Un concept de machine qui est presque sur mesure pour le portefeuille de produits. Bien que les tours à poupée mobile soient surtout adaptés aux volumes élevés. Chez Höhne, on utilise cependant cette technologie car de nombreux composants sont difficiles à fabriquer sur un tour à poupée courte. La machine de Citizen dispose désormais de la technologie LFV (mouvements oscillants pour la rupture des copeaux). Cela était idéal pour les spécialistes de l'usinage de Wagenhofen, car en tant que système classique de travail en une seule équipe
L'exploitation repose en outre sur deux équipes sans personnel. Cependant, la rupture de copeaux seule ne suffisait pas, car des outils de 1 à 3 millimètres de diamètre sont également utilisés. Les tours automatiques à poupée fixe sont généralement équipés de systèmes de mesure tactiles. Pour ces diamètres d'outils, il existe cependant un risque de micro-fissures lors du contact. Un autre problème est le fait que, compte tenu des nombreux axes de la machine, un système serait nécessaire pour chaque axe. Outre le manque de place pour ces systèmes de mesure, une vérification mécanique représenterait également un inconvénient temporel inacceptable. C'est ainsi que le directeur Robert Höhne était à la recherche d'une surveillance d'outils appropriée et a trouvé son bonheur auprès de l'entreprise UTTec à Winnenden : „ Notre objectif était de faire fonctionner la machine sans personnel et en toute sécurité, même dans des conditions difficiles. De plus, je voulais aider mes employés à l'aide d'informations indiquant quand un outil doit être remplacé. Une condition préalable à la surveillance était cependant que les données puissent être utilisées pour notre propre système M/BDE Toolflakes, car c'est là que sont stockés les temps de cycle, les durées de vie des outils, le suivi des durées de vie, etc. “
Les premiers essais, UTTec les a alors démarrés sur une machine identique (un moteur entraîne jusqu'à 12 axes) et même avec de très faibles charges, ces essais ont été couronnés de succès.
Le „ frein d'urgence idéal “ rapporte de l'argent liquide
L'utilisation des données nécessaires pour le système M-/BDE n'a posé aucun problème. Le système de surveillance UT-Tm®-Basic intégrait déjà l'interface et UTTec mettait les données à disposition via un fichier JSON. Ainsi, les données de coupe actuelles peuvent être facilement intégrées pour définir des déclarations précises sur les forces. Les problèmes pour UTTec se situaient plutôt dans d'autres domaines. Il s'agissait d'abord des petits outils et des charges faibles qui y étaient associées. Détecter un foret de 1 mm était jusqu'alors à peine possible. Un autre problème était l'espace disponible sur la machine. Tous ces problèmes ont été perçus par Uwe Schröter, directeur d'UTTec, comme un défi intéressant : „ Nous avions déjà intensifié nos développements dans la micro-usinage avant cette application concrète. En nous basant là-dessus, nous avons développé un nouveau module afin de ne pas avoir à utiliser de capteur externe. Nous mesurons maintenant la puissance active à la base, capturons le courant avec 100 Hz et le faisons passer directement par une carte de mesure. L'échantillonnage est ainsi beaucoup plus rapide, permet des mesures plus sensibles et nous pouvons obtenir les données via notre module. Les diamètres de 1 mm, voire inférieurs, ne devraient ainsi plus poser de problème. Cela signifie que nous avons créé une solution indépendante de la commande pour les tours à décolleter automatiques, qui n'existait pas jusqu'alors de manière aussi simple. “
Aujourd’hui, l’Industrie 4.0 consiste à collecter le plus de données possible issues de la production et à les analyser de manière entièrement automatisée. Cela n’est pas possible avec une mesure tactile. Indépendamment de cela, un tel processus de mesure nécessite entre trois et cinq secondes. Dans le contexte de l’Industrie 4.0, d’autres aspects plaident toutefois en faveur des systèmes ouverts, selon Robert Höhne : „ Même un opérateur qualifié à la machine n'entend pas forcément quand un tel foret se brise. Un tel système constitue donc le frein de secours idéal. D'autre part, on peut fixer des limites via la force de coupe et définir clairement quand un avertissement doit être déclenché. Mais ce qui est déterminant, c'est de disposer ainsi d'un outil permettant d'atteindre une sécurité des processus et une rentabilité encore plus élevées grâce à une stratégie optimale. “ À propos de rentabilité. À Wagenhofen, les temps de cycle ne sont pas si importants en raison des petites tailles de lots. Mais si, comme chez Robert Höhne, la surveillance permet d’augmenter les temps de fonctionnement des broches de 30 à 50 % pendant les équipes sans personnel, cela se traduit aussi par des économies concrètes.
L'entreprise sous les feux des projecteurs
Robert Höhne Präzisionsmaschinen est reconnu depuis 50 ans comme une entreprise de fabrication moderne pour des clients des secteurs de l'aérospatiale, de l'électronique et de la construction mécanique, des technologies médicales et des semi-conducteurs. Forte de 50 employés, d'une grande flexibilité et d'un parc de plus de 50 machines CNC, l'entreprise produit à Wagenhofen des prototypes jusqu'à de petites séries. L'entreprise se considère également comme un pionnier de l'Industrie 4.0, travaillant avec ses propres développements logiciels tels que flocons d'outils ainsi qu'en étroite collaboration avec la société de logiciels Géovision. L'entreprise est selon Certifié Aircert-DIN-EN9100-2018.
Soit dit en passant
Robert Höhne : „ Pour augmenter la sécurité des processus, il existe deux possibilités. Je peux faire sortir les données du système de surveillance ou intégrer ces informations dans l'interface à laquelle nos employés sont déjà habitués. Et c'était jusqu'à présent notre problème, il n'y avait que des solutions isolées. “
Intéressant en marge
Chez UTTec, il a été décidé dès le développement de tous les systèmes que toutes les données de processus collectées pouvaient être envoyées à un système de supervision, afin d'offrir aux utilisateurs un soutien en matière d'assurance qualité.
Contact
Robert Höhne Präzisionsmaschinen GmbH & Co. KG
Monsieur Robert Höhne
85235 Wagenhofen
Tél. : +49 (0) 8134. 99 77 1-0
https://hoehne-gmbh.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tél. +49 (0) 7195 – 9791-100
www.uttec.de

Sur les tours à barre, des investissements ont été réalisés pour des pièces difficiles à fabriquer sur un tour à commande numérique.

Les problèmes d'espace sur les tours automatiques à barres sont bien connus. C'est pourquoi UTTec a fabriqué et installé des armoires de commande pour les systèmes de surveillance.

Les outils utilisés, avec des diamètres compris entre un et trois millimètres. Même un opérateur qualifié à la machine n'entend pas nécessairement la rupture d'un tel outil.
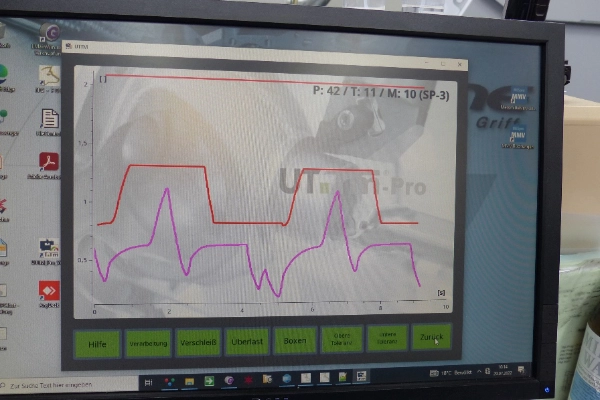
Outre le „ frein d'urgence idéal “, UT-Tm®-Basic permet de définir des limites pour la force de coupe et de préciser clairement quand un avertissement doit être déclenché.
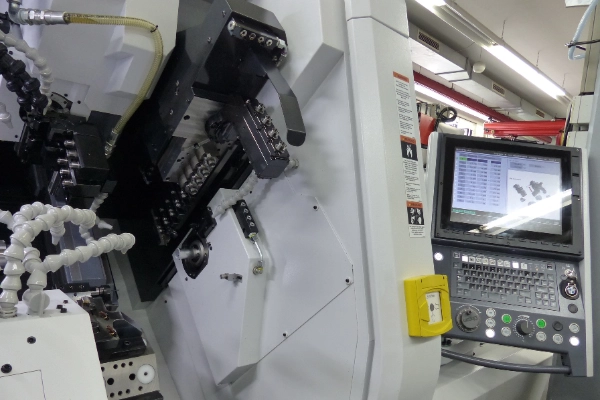
Pour les nombreux axes des tours à poupée mobile, un système de mesure tactile serait nécessaire pour chaque axe. Il n'y a pas de place disponible pour cela.
Robert Höhne (à gauche) et Uwe Schröter : „ Les fabricants de machines et de systèmes de contrôle, ainsi que les fournisseurs de systèmes de surveillance des processus, ne proposent que des solutions isolées. La valeur ajoutée ne vient toutefois que d'un système ouvert, car celui-ci peut fournir non seulement des résultats, mais aussi des données brutes. “
écrit avec l'aimable soutien de
Les produits et services que nous proposons s'adressent exclusivement
à des entreprises au sens du § 14 BGB et non à des consommateurs
au sens du § 13 du code civil allemand (BGB).
