
Le macchine per tornitura longilinee vengono impiegate principalmente quando si tratta di grandi serie, economicità e alta precisione. Per quanto riguarda le dimensioni dei lotti, in Robert Höhne le cose sono diverse. L'azienda utilizza consapevolmente questo concetto di macchina nella produzione di piccole serie con materiali impegnativi. La necessaria sicurezza di processo nel funzionamento senza operatore è garantita dal sistema di monitoraggio. UT-Tm®-Basic con struttura aperta, poiché un prerequisito fondamentale era la possibilità di reimportare i dati nel proprio sistema M-/BDE.
L'azienda Robert Höhne, con sede a Wagenhofen in Baviera, si concentra prevalentemente sulla produzione di piccole serie realizzate con materiali complessi quali l'Inconel, gli acciai altamente legati o l'alluminio aeronautico ad alta resistenza. Per questa gamma di componenti, lo scorso anno è stato effettuato un investimento in un tornio automatico a fantina mobile con torretta rotante della Citizen. Un concetto di macchina praticamente su misura per il portafoglio prodotti. I torni automatici a fantina mobile sono adatti soprattutto per quantità elevate. Tuttavia, Höhne utilizza questa tecnologia perché numerosi componenti sono difficili da produrre su un tornio a fantina fissa. Ora la macchina Citizen dispone della tecnologia LFV (movimenti oscillanti per la rottura dei trucioli). Ciò era l'ideale per gli specialisti della lavorazione ad asportazione di trucioli di Wagenhofen, poiché, essendo un classico impianto a turno unico, si punta anche su due turni senza operatore. Tuttavia, la sola rottura dei trucioli non era sufficiente, poiché si utilizzano anche utensili con diametri compresi tra uno e tre millimetri. Ora, i torni automatici a fantina mobile sono solitamente dotati di sistemi di misurazione tattili. Con questi diametri degli utensili, tuttavia, sussiste il rischio che durante la scansione si verifichino microfessurazioni. Un ulteriore problema è il fatto che, dati i numerosi assi della macchina, sarebbe necessario un sistema per ogni asse. A parte il fatto che non c'è spazio per questi sistemi di misurazione, un controllo meccanico comporterebbe anche un dispendio di tempo inaccettabile. Così, l'amministratore delegato Robert Höhne era alla ricerca di un sistema di monitoraggio degli utensili adeguato e lo ha trovato presso l'azienda UTTec di Winnenden: „Il nostro obiettivo era quello di far funzionare la macchina in modo autonomo e con sicurezza di processo anche in condizioni difficili. Inoltre, volevo supportare i miei collaboratori alla macchina con informazioni su quando sostituire un utensile. Un requisito fondamentale per il monitoraggio era però poter utilizzare i dati per il nostro sistema M/BDE Toolflakes, poiché qui sono memorizzati tempi di ciclo, durata degli utensili, monitoraggio della durata, ecc."“
UTTec ha quindi avviato i primi tentativi su una macchina identica (un motore aziona fino a 12 assi) e questi tentativi hanno avuto successo anche con carichi molto bassi.
Il „freno d'emergenza ideale“ porta soldi veri
L'utilizzo dei dati necessari per il sistema M-/BDE non è stato un problema. Il sistema di monitoraggio UT-Tm®-Basic aveva già integrato l'interfaccia e UTTec mette a disposizione i dati tramite un file Json. In questo modo è possibile inserire facilmente e senza problemi i dati di taglio correnti per definire affermazioni esatte sulle forze. I problemi per UTTec risiedevano piuttosto in altri settori. Inizialmente si trattava degli utensili piccoli e dei carichi ridotti ad essi associati. Rilevare una punta da 1 mm era fino ad allora quasi impossibile. Un altro problema erano le condizioni di spazio sulla macchina. Tutti problemi che Uwe Schröter, amministratore delegato di UTTec, però vedeva come una sfida interessante: „Avevamo già spinto le nostre sviluppi nella lavorazione di precisione ad alta velocità prima di questo specifico utilizzo. Sulla base di ciò, abbiamo sviluppato un nuovo modulo in modo da non dover utilizzare un sensore esterno. Ora misuriamo la potenza attiva alla base, campioniamo la corrente a 100 Hz e la facciamo passare direttamente attraverso una scheda di misurazione. Il campionamento avviene quindi in modo significativamente più rapido, consente misurazioni più sensibili e possiamo acquisire i dati tramite il nostro modulo. Diametri di 1 mm, eventualmente anche inferiori, non dovrebbero quindi più essere un problema. Ciò significa che abbiamo creato una soluzione indipendente dal controllo per torni automatici a fantina mobile, che finora non esisteva in modo così semplice.“
L'Industria 4.0 consiste nel raccogliere il maggior numero possibile di dati dalla produzione e analizzarli in modo completamente automatico. Con una misurazione tattile ciò non è possibile. A prescindere da ciò, per un'operazione di misurazione di questo tipo occorrono dai 3 ai 5 secondi. Nel contesto dell'Industria 4.0, tuttavia, secondo Robert Höhne vi sono altri aspetti a favore dei sistemi aperti: „Anche un operatore qualificato alla macchina non sente necessariamente quando una punta del genere si rompe. Un sistema di questo tipo è il freno di emergenza ideale. D'altra parte, è possibile impostare dei limiti tramite la forza di taglio e definire chiaramente quando deve scattare un allarme. Ma ciò che conta è avere uno strumento che consenta di raggiungere una sicurezza di processo e una redditività ancora maggiori con la strategia ottimale.“ A proposito di redditività. A Wagenhofen i tempi di ciclo non sono così importanti a causa delle piccole dimensioni dei lotti. Ma se, come nel caso dell'azienda Robert Höhne, grazie al monitoraggio è possibile aumentare i tempi di funzionamento del mandrino del 30-50% nei turni senza personale, si tratta di un risparmio concreto.
L'azienda sotto i riflettori
Robert Höhne Präzisionsmaschinen è sinonimo da 50 anni di azienda manifatturiera moderna per clienti dei settori aeronautico, elettronico, meccanico, della tecnologia médica e dei semiconduttori. Con 50 dipendenti, elevata flessibilità e un parco macchine di oltre 50 macchine CNC, a Wagenhofen si producono prototipi fino a piccole serie. L'azienda si considera inoltre un pioniere dell'Industria 4.0 e lavora con sviluppi software proprietari come fiocchetti di utensili e in stretta collaborazione con la software house Geovision. L'azienda è secondo Certificato Aircert-DIN-EN9100-2018.
A proposito
Robert Höhne: „Per aumentare la sicurezza del processo, ci sono due possibilità. Posso far emettere i dati dal sistema di monitoraggio oppure reintrodurre queste informazioni nell'interfaccia a cui i nostri dipendenti sono già abituati. E questo è stato finora il nostro problema, c'erano solo soluzioni isolate.“
Interessanti ai margini
In UTTec è stato deciso fin dallo sviluppo di tutti i sistemi che tutti i dati di processo acquisiti potessero essere inviati a un sistema di livello superiore, offrendo così agli utenti un supporto per la garanzia della qualità.
Le macchine per tornitura longilinee vengono impiegate principalmente quando si tratta di grandi serie, economicità e alta precisione. Per quanto riguarda le dimensioni dei lotti, in Robert Höhne le cose sono diverse. L'azienda utilizza consapevolmente questo concetto di macchina nella produzione di piccole serie con materiali impegnativi. La necessaria sicurezza di processo nel funzionamento senza operatore è garantita dal sistema di monitoraggio. UT-Tm®-Basic con struttura aperta, poiché un prerequisito fondamentale era la possibilità di reimportare i dati nel proprio sistema M-/BDE.
È principalmente la produzione di piccole serie di materiali sofisticati come Inconel, acciai altamente legati o alluminio ad alta resistenza per l'aviazione che l'azienda Robert Höhne, situata a Wagenhofen, in Baviera, si concentra. Per questa gamma di pezzi, l'anno scorso è stato investito in un tornio automatico a fantina mobile con torretta di Citizen. Un concetto di macchina che è quasi su misura per il portafoglio prodotti. Sebbene i torni automatici a fantina mobile siano principalmente adatti per volumi elevati di produzione. In Höhne, tuttavia, si utilizza questa tecnologia perché numerosi componenti sono difficili da produrre su un tornio a fantina fissa. Ora la macchina Citizen dispone della tecnologia LFV (movimenti oscillanti per la rottura del truciolo). Questo è stato ideale per gli specialisti della lavorazione meccanica di Wagenhofen, poiché, come classico sistema a un turno
L'azienda si affida inoltre a due turni senza operatore. Tuttavia, non si è trattato solo di rompere il truciolo, poiché vengono utilizzati anche utensili con diametri tra uno e tre millimetri. I torni a fantina mobile sono solitamente dotati di sistemi di misurazione tattili. Tuttavia, con questi diametri di utensili, esiste il rischio che si verifichino microfratture durante la scansione. Un altro problema è il fatto che, con i numerosi assi della macchina, sarebbe necessario un sistema per ogni asse. Oltre al fatto che non c'è spazio per questi sistemi di misurazione, una verifica meccanica richiederebbe anche un tempo irragionevole. E così l'amministratore delegato Robert Höhne era alla ricerca di un sistema adeguato di monitoraggio degli utensili e lo ha trovato presso l'azienda UTTec a Winnenden: „Il nostro obiettivo era quello di far funzionare la macchina in modo automatico e sicuro anche in condizioni difficili. Inoltre, volevo supportare i miei collaboratori alla macchina con informazioni su quando un utensile deve essere sostituito. Un prerequisito fondamentale per il monitoraggio era tuttavia che potessi utilizzare i dati per il nostro sistema M-/BDE Toolflakes, poiché qui sono memorizzati i tempi ciclo, le durate degli utensili, il monitoraggio delle durate, ecc.“
UTTec ha quindi avviato i primi tentativi su una macchina identica (un motore aziona fino a 12 assi) e questi tentativi hanno avuto successo anche con carichi molto bassi.
Il „freno d'emergenza ideale“ porta soldi veri
L'utilizzo dei dati necessari per il sistema M-/BDE non è stato un problema. Il sistema di monitoraggio UT-Tm®-Basic aveva già integrato l'interfaccia e UTTec mette a disposizione i dati tramite un file Json. In questo modo è possibile inserire facilmente e senza problemi i dati di taglio correnti per definire affermazioni esatte sulle forze. I problemi per UTTec risiedevano piuttosto in altri settori. Inizialmente si trattava degli utensili piccoli e dei carichi ridotti ad essi associati. Rilevare una punta da 1 mm era fino ad allora quasi impossibile. Un altro problema erano le condizioni di spazio sulla macchina. Tutti problemi che Uwe Schröter, amministratore delegato di UTTec, però vedeva come una sfida interessante: „Avevamo già spinto le nostre sviluppi nella lavorazione di precisione ad alta velocità prima di questo specifico utilizzo. Sulla base di ciò, abbiamo sviluppato un nuovo modulo in modo da non dover utilizzare un sensore esterno. Ora misuriamo la potenza attiva alla base, campioniamo la corrente a 100 Hz e la facciamo passare direttamente attraverso una scheda di misurazione. Il campionamento avviene quindi in modo significativamente più rapido, consente misurazioni più sensibili e possiamo acquisire i dati tramite il nostro modulo. Diametri di 1 mm, eventualmente anche inferiori, non dovrebbero quindi più essere un problema. Ciò significa che abbiamo creato una soluzione indipendente dal controllo per torni automatici a fantina mobile, che finora non esisteva in modo così semplice.“
L'Industria 4.0 consiste nel raccogliere il maggior numero possibile di dati dalla produzione e analizzarli in modo completamente automatico. Con una misurazione tattile ciò non è possibile. A prescindere da ciò, per un'operazione di misurazione di questo tipo occorrono dai 3 ai 5 secondi. Nel contesto dell'Industria 4.0, tuttavia, secondo Robert Höhne vi sono altri aspetti a favore dei sistemi aperti: „Anche un operatore qualificato alla macchina non sente necessariamente quando una punta del genere si rompe. Un sistema di questo tipo è il freno di emergenza ideale. D'altra parte, è possibile impostare dei limiti tramite la forza di taglio e definire chiaramente quando deve scattare un allarme. Ma ciò che conta è avere uno strumento che consenta di raggiungere una sicurezza di processo e una redditività ancora maggiori con la strategia ottimale.“ A proposito di redditività. A Wagenhofen i tempi di ciclo non sono così importanti a causa delle piccole dimensioni dei lotti. Ma se, come nel caso dell'azienda Robert Höhne, grazie al monitoraggio è possibile aumentare i tempi di funzionamento del mandrino del 30-50% nei turni senza personale, si tratta di un risparmio concreto.
L'azienda sotto i riflettori
Robert Höhne Präzisionsmaschinen è sinonimo da 50 anni di azienda manifatturiera moderna per clienti dei settori aeronautico, elettronico, meccanico, della tecnologia médica e dei semiconduttori. Con 50 dipendenti, elevata flessibilità e un parco macchine di oltre 50 macchine CNC, a Wagenhofen si producono prototipi fino a piccole serie. L'azienda si considera inoltre un pioniere dell'Industria 4.0 e lavora con sviluppi software proprietari come fiocchetti di utensili e in stretta collaborazione con la software house Geovision. L'azienda è secondo Certificato Aircert-DIN-EN9100-2018.
A proposito
Robert Höhne: „Per aumentare la sicurezza del processo, ci sono due possibilità. Posso far emettere i dati dal sistema di monitoraggio oppure reintrodurre queste informazioni nell'interfaccia a cui i nostri dipendenti sono già abituati. E questo è stato finora il nostro problema, c'erano solo soluzioni isolate.“
Interessanti ai margini
In UTTec è stato deciso fin dallo sviluppo di tutti i sistemi che tutti i dati di processo acquisiti potessero essere inviati a un sistema di livello superiore, offrendo così agli utenti un supporto per la garanzia della qualità.
Contattateci
Robert Höhne Präzisionsmaschinen GmbH & Co. KG
Signor Robert Höhne
Wagenhofen 85235
Telefono: +49 (0) 8134. 99 77 1-0
https://hoehne-gmbh.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
www.uttec.de

Nei torni automatici a barra lunga sono stati fatti investimenti per componenti che sono difficili da produrre su un tornio automatico a barra corta.

I problemi di spazio sui torni a fantina mobile sono noti. Per questo motivo, UTTec ha realizzato e installato quadri elettrici per i sistemi di monitoraggio.

Gli utensili impiegati, con diametri compresi tra uno e tre millimetri. Nemmeno un operatore esperto alla macchina se ne accorge necessariamente quando un utensile del genere si rompe.
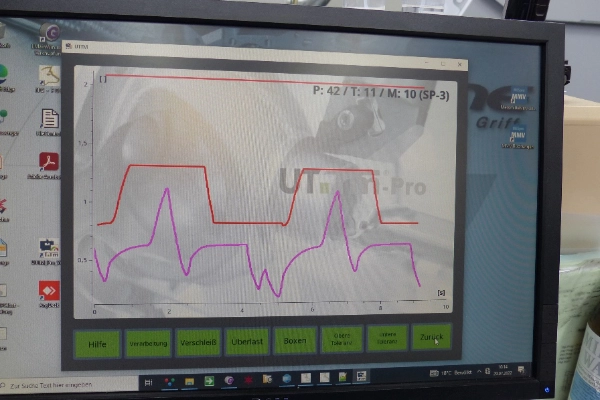
Oltre al „freno d'emergenza ideale“, con UT-Tm®-Basic è possibile impostare limiti sulla forza di taglio e definire chiaramente quando viene emesso un avviso.
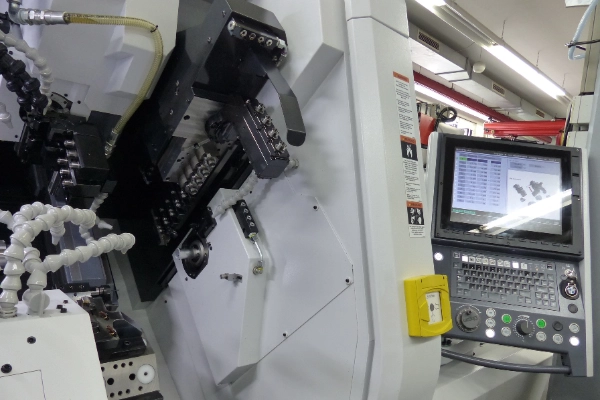
Con i numerosi assi sulle macchine per tornitura automatica, sarebbe necessario un sistema di misurazione tattile per ogni asse. Non c'è spazio disponibile per questo.
Robert Höhne (li) e Uwe Schröter: „Produttori di macchine e sistemi di controllo, nonché fornitori di monitoraggio dei processi, offrono solo soluzioni isolate. Il valore aggiunto, tuttavia, deriva solo da un sistema aperto, perché questo può fornire non solo risultati, ma anche dati grezzi.“
scritto con il gentile supporto di
I prodotti e i servizi che offriamo sono rivolti esclusivamente a
alle aziende ai sensi del § 14 BGB e non ai consumatori
ai sensi del § 13 BGB.
