长车床主要用于大批量生产、经济性和高精度。至于批量大小,罗伯特·霍赫内公司的情况有所不同。该公司在小批量生产中使用要求苛刻的材料时,有意选用这种机器理念。无需人工操作的生产过程所需的安全由监控系统保障。 UT-Tm®-Basic 采用开放式结构,因为基本要求是能够将数据回溯到自己的 M/BDE 系统。.
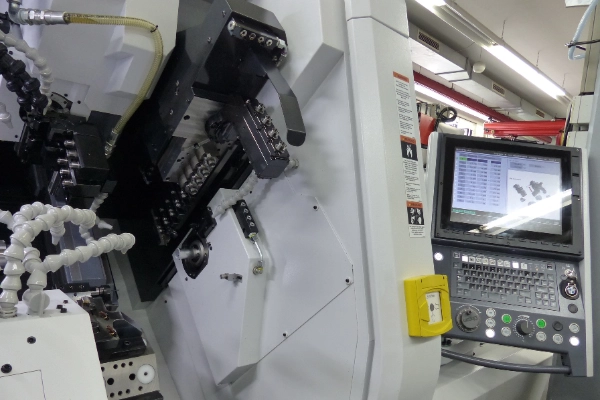
位于巴伐利亚州瓦根霍芬的罗伯特·霍恩(Robert Höhne)公司主要专注于使用因科镍合金(Inconel)、高合金钢或高强度航空铝等高要求材料进行小批量生产。 为了满足这一系列零部件的生产需求,公司去年投资购置了一台配备转塔的Citizen长车床。这种机床设计几乎是为其产品组合量身定制的。虽然长车床主要适用于批量较大的生产。 但在霍恩公司,采用这项技术是因为许多零部件在短车床上难以加工。如今,这台Citizen机床配备了LFV技术(用于断屑的振荡运动)。 这对瓦根霍芬的切削专家来说是理想的选择,因为作为一家传统的单班制企业,他们还额外安排了两班无人值守的生产。不过,仅靠断屑功能还不够,因为他们还使用直径在1至3毫米之间的刀具。 通常,长车床都配备了接触式测量系统。但在这种刀具直径下,触觉测量可能会导致产生发丝状裂纹。 另一个问题在于,由于机床轴数众多,每条轴都需要配备一套测量系统。除了没有空间容纳这些测量系统外,机械检测所耗费的时间也是无法接受的。 因此,总经理罗伯特·霍恩(Robert Höhne)开始寻找合适的刀具监测方案,并在温嫩登的 UTTec 公司找到了解决方案:„我们的目标是在苛刻条件下,也能实现机床的无人化运行并确保工艺可靠性。 此外,我还希望为操作该机器的员工提供何时需要更换刀具的信息支持。不过,监控系统的基本前提是,我必须能够将数据用于我们自有的生产管理/生产数据采集系统Toolflakes,因为该系统中存储了节拍时间、刀具寿命、使用寿命监测等数据。“
UTTec 随后在一台结构相同的机器(一台发动机最多可驱动 12 个轴)上进行了首次试验,即使在非常低的负载下,这些试验也取得了成功。.
„理想的紧急制动“能带来真金白银
必要的 M-/BDE 系统数据的使用不是问题。UT-Tm®-Basic 监控系统已经集成了该接口,UTTec 通过 Json 文件提供数据。这样就可以轻松无忧地输入当前的切削数据,以对力进行准确的定义。UTTec 的问题实际存在于其他方面。首先是小的刀具以及由此带来的低负载。直到现在,捕捉 1 毫米的钻头几乎是不可能的。另一个问题是机器上的空间限制。UTTec 董事总经理 Uwe Schröter 将所有这些问题视为有趣的挑战:„在此具体应用之前,我们已经推动了我们在微型切削方面的开发。在此基础上,我们开发了一个新模块,这样我们就无需使用外部传感器。我们现在在基础层面测量有效功率,以 100 Hz 的频率采集电流,并将其直接通过测量卡。这样,采样速度就大大加快了,测量也更灵敏,我们可以通过我们的模块来采集数据。1 毫米的直径,甚至更小的直径,现在应该不是问题了。这意味着我们为自动走心机创建了一个控制中立的解决方案,而这样的解决方案以前并不容易获得。“
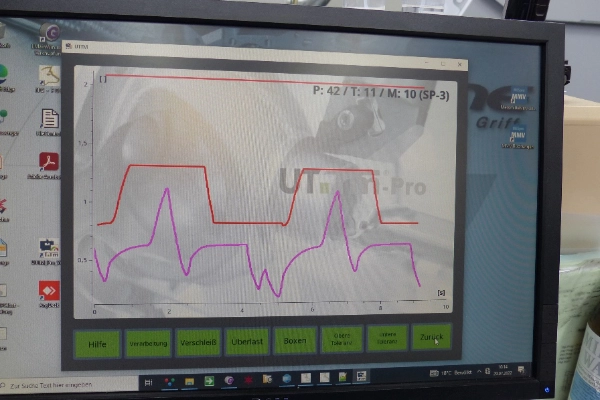
如今,„工业4.0“的核心在于尽可能多地收集生产数据并进行全自动分析。而通过接触式测量无法实现这一点。此外,此类测量过程通常需要3到5秒的时间。 不过,在“工业4.0”的背景下,罗伯特·霍恩还列举了支持开放系统的其他理由:“即使是有经验的机器操作员,也未必能听到钻头断裂的声音。这种系统正是理想的紧急制动装置。 另一方面,可以通过切削力设定阈值,并明确界定何时触发警报。但最关键的是,这为我们提供了一种工具,能够通过最优策略实现更高的工艺可靠性和经济效益。”说到经济效益。 由于瓦根霍芬的批量较小,节拍时间并不是那么重要。但如果像罗伯特·霍恩公司那样,通过监控将无人值守班次的主轴运行时间延长30至50 %,这也意味着实实在在的收益。.
聚焦公司
罗伯特·霍内精密机械公司 50 年来一直被公认为面向航空、电子、机械工程、医疗技术和半导体行业的现代化制造企业。公司在瓦根霍芬拥有 50 名员工,具有高度的灵活性,并配备了 50 多台数控机床,能够生产从原型到小批量系列的产品。该公司还认为自己是工业 4.0 的先驱,并与自主开发的软件一同工作,例如 工具片 与软件公司紧密合作 乔维视通. 公司是根据 航空认证 - DIN EN 9100-2018 认证。.
顺便说一句
罗伯特·霍内:„为了提高流程的可靠性,有两种方法。我可以让监控系统输出数据,或者我将这些信息反馈到我们的员工已经习惯的界面。而这正是我们目前的问题所在,过去只有孤岛式解决方案。“
题外话
在UTTec,在所有系统的开发过程中,我们都已确定,所有捕获的流程数据都可以发送到上层系统,从而为用户提供质量保障支持。.
这家位于巴伐利亚州瓦根霍芬的罗伯特·霍恩公司主要专注于由英科乃尔、高合金钢或高强度航空铝等高要求材料制成的小批量系列产品。去年,公司投资了一台长走刀数控车床,配备了西铁城转塔。这种机器概念几乎是为公司的产品组合量身定制的。尽管长走刀数控车床主要适用于相当大的产量。然而,霍恩公司使用这项技术,因为许多部件在短走刀数控车床上难以制造。现在,西铁城的机器配备了 LFV 技术(用于断屑的振动运动)。这对于瓦根霍芬的切削加工专家来说是理想的,因为作为典型的单班制
此外,还有两个无人值守的班次。然而,仅仅解决切屑断屑问题还不够,因为还使用了直径在0.5到3毫米之间的刀具。通常,走心式数控车床配备有接触式测量系统。然而,对于这些刀具直径,存在探针接触时产生发丝裂纹的风险。另一个问题是,机器上有许多轴,每根轴都需要一个系统。除了没有空间安装这些测量系统外,进行机械检查也将耗费过多的时间。因此,总经理Robert Höhne在寻找合适的刀具监控方案时,在Winnenden的UTTec公司找到了解决方案:„我们的目标是在恶劣条件下也能实现机器的无人值守和过程安全运行。此外,我还想为机器操作员提供何时更换刀具的信息。然而,监控的一个基本前提是,我能够利用数据来扩展我们自己的M/BDE系统Toolflakes,因为这里存储着节拍时间、刀具寿命、刀具寿命监控等信息。“
联系我们
罗伯特·霍恩精密机械有限公司罗伯特·赫内先生85235 瓦根霍芬电话:+49 (0) 8134. 99 77 1-0 https://hoehne-gmbh.de
UTTec 有限责任公司 (普通合伙) D-71364 Winnenden 电话:+49 (0) 7195 – 9791-100 www.uttec.de
在自动车床上,我们投资了那些在自动车床上难以生产的部件。.
空间问题在万能车床是众所周知的。因此,UTTec 为监控系统生产并安装了控制柜。.
所使用的工具,直径在零点几毫米到几毫米之间。即使是熟练的操作人员,也不一定能听到如此细小的工具是否发生断裂。.
除了„理想的紧急停止“之外,UT-Tm®-Basic 还可以通过切削力来设置限制,并明确定义何时发出警告。.
由于车床上有很多轴,因此每根轴都需要一个接触式测量系统,但没有足够的空间。.
罗伯特·霍恩(左)和乌韦·施罗特:„机械和控制设备制造商以及过程监控供应商只提供孤立的解决方案。但增值最终只能通过开放系统来实现,因为它们不仅能提供结果,还能提供原始数据。“
在以下机构的大力支持下撰写
索菲泰克
汉赛尔
我们提供的产品和服务专门针对以下人群针对《德国民法典》第 14 条所指的公司,而非消费者根据《德国民法典》第 13 条的规定。