持续上涨的成本压力迫使企业不断节省时间。位于瓦伊布林根的Lupal公司展示了仅通过优化机床就能带来的巨大机遇。他们与UTTec合作,对非生产时间进行了优化,从而实现了近10%的节拍时间缩减。在此过程中,并未更改任何驱动参数,仅仅优化了由机床和控制器制造商批准的机床NC程序。.
全球竞争以及日益严重的熟练工人短缺,给制造企业带来了成本压力和对资源效率的要求。因此,持续分析和优化工艺变得越来越重要。在看待这些问题时,技术性辅助成本通常是关注的焦点。有各种各样的方法可以减少这些辅助时间。这首先始于优化的工件夹具,涉及工件的装卸,以及从与主工时并行的准备工作到自动化。然而,如果像瓦布林根的 Lupal 公司那样,主要使用多主轴加工中心进行生产,那么自动化可能会因机床的不同复杂程度而变得非常昂贵。. 另一种减少辅助时间的方法是优化数控系统。因此,位于温宁根的UTTec公司开始使用西门子解决方案线,分析Lupal在SW的BA W04-42四主轴加工中心上的制造过程的主要和辅助时间。结果是,通过优化,仅在辅助时间上就可以将节拍时间减少7%。该加工中心用于两班制大批量铝制零件的生产。制造过程包括铣削(粗加工和精加工)、钻孔和攻丝。.
如今,在如此大的批量生产中,机器制造商甚至还提供约定产量的生产系统。但对于 Lupal 的总经理 Michael Lichtenberg 来说,这是一个成本过于高昂的提议:„对于我们这种规模的公司来说,购买节拍时间并不划算,因为这种优化还需要相应的夹具和工具设计。但我们自己制造夹具并设计工艺。也许我们不是这方面的顶级专家,但到目前为止我们做得很好。“目前是这样,因为 UTTec 的潜力分析表明,通过优化方法可以将节拍时间缩短百分之七。.
消除不必要的移动和等待时间
通过优化刀库中刀具的装载程序和刀具位置。此外,UTTec 还使用 CAM 软件 Edgecam 等调整了各个加工序列中的各种功能。NC 程序也得到了优化。此后,这些更改通过模拟程序进行了测试,并在现场进行了微调。UTTec 董事总经理 Uwe Schröter 认为,此类措施具有巨大潜力,并且对用户没有任何风险:„机器制造商按照客户的要求交付机器。然而,这些机器拥有更高的性能储备,可以改变行程、速度等。这不会缩短使用寿命或使制造商保修失效,因为我们不会改变驱动参数,而是使用机器和控制器制造商批准的标准 NC 程序。因此,我们也可以优化周期时间。然而,在 Lupal 的具体案例中,发现在 SW 加工中心配备了 NCU(数控单元)。这是西门子在 Solution Line 中提供的最高配置。因此,无法通过 NCU 进一步优化。相比之下,机器已经集成了刀具监测功能。然而,这也可以优化。此外,UTTec 还为测量主轴力矩的机器提供刀具监测。在进一步的扩展阶段,这包括带有主轴温度测量功能的振动传感器。这还可以记录整个运行时间的振动曲线。同时,系统还包括 3D 碰撞监测。.
现在,机床的非生产性运动和等待时间构成了制造过程的重要组成部分。UTTec 公司似乎已经在 Waiblingen 成功地消除了这些问题。但对于 Michael Lichtenberg 来说,这项服务还不够完善:„我们已经在该加工中心上自行完成了整个加工过程。过去,换刀、定位等所有工序都是依次进行的。现在,在 UTTec 的优化后,这些工序可以并行进行,并且完全没有问题。因此,我们希望 UTTec 能够提供完整的解决方案,包括机床、刀具、整体设计以及节拍时间定义,因为这样才能使我们这样规模的企业也从中获益。“这个愿望似乎是可以理解的,因为对于年产量高达 800,000 件的批量生产和小批量但全年生产的零部件来说,每一秒的毫秒数都至关重要。.
聚焦 Lupal GmbH
公司是位于沃赫林根的 Andreas Lupold Hydrotechnik GmbH 的子公司,成立于 2006 年,专注于主要黄铜和铝的多边铣削加工。服务范围包括主要由铝和锌制成的压铸件、砂铸件和压铸件,以及黄铜压铸件和压铸件。负责人认为,公司核心竞争力在于复杂工件的多边铣削加工,因为使用 4 轴或 5 轴机床上的单轴、双轴或四轴,能够在一次装夹中高精度地生产出复杂的零件。.
顺便说一句
对于 Lupal 来说,自动化是不划算的。由于拥有复杂的四主轴加工中心(总共有 13 台 SW 多主轴加工中心),需要一个配有长臂的相应大型机器人。这项投资的起价就高达六位数。.
题外话
UT-CM-PRO 是 UTTec 公司的一款用于机床主轴(寿命)和碰撞监控(分析、维护、过载)的系统。这款数字三轴压电传感器可通过各种阈值监控主轴的振动和温度,并提供报警和记录功能。.
全球竞争以及日益严重的熟练工人短缺,给制造企业带来了成本压力和对资源效率的要求。因此,持续分析和优化工艺变得越来越重要。在看待这些问题时,技术性辅助成本通常是关注的焦点。有各种各样的方法可以减少这些辅助时间。这首先始于优化的工件夹具,涉及工件的装卸,以及从与主工时并行的准备工作到自动化。然而,如果像瓦布林根的 Lupal 公司那样,主要使用多主轴加工中心进行生产,那么自动化可能会因机床的不同复杂程度而变得非常昂贵。. 但另一种减少待机时间的方法是优化
关于NC控制。因此,位于Winnenden的UTTec公司开始在一台SW的四轴加工中心BA W04-42上,使用西门子解决方案生产线,分析Lupal的生产过程中的主时间和次时间。结果表明,通过优化,仅在次时间方面,就有可能将节拍时间缩短7%。该加工中心生产线成批生产铝制部件,采用两班制。生产过程包括铣削(粗加工和精加工)、钻孔和攻丝。.
联系我们
Lupal 有限责任合伙公司沃尔夫冈·西格特先生71336 瓦伊布林根电话 +49 7151/92074-17www.lupal.de
UTTec 有限责任公司 (普通合伙) D-71364 Winnenden 电话:+49 (0) 7195 – 9791-100 www.uttec.de
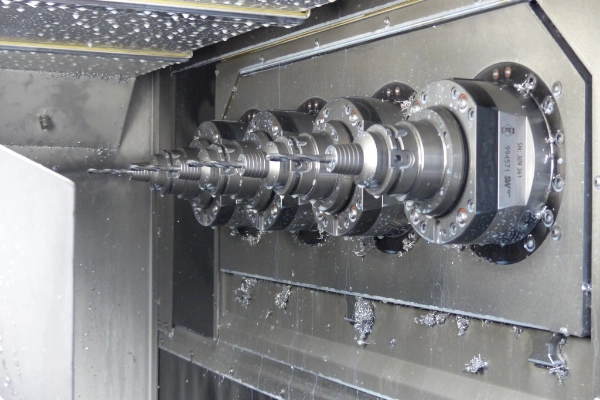
该加工中心在两班倒制下生产大批量铝制零件。加工工艺包括铣削、钻孔和攻丝。.
Lupal 在这台加工中心上自行调试了工艺。配套的工装夹具也是自行开发和制造的。.
UTTec 承诺将节拍时间缩短百分之七。通过优化行走路径、刀具库刀具的定位、数控程序以及使用 CAM 软件 Edgecam,这一缩短幅度接近百分之十。.
乌韦·施罗特:„机床具有很高的性能储备,可以调整行程、速度等。这不会牺牲其耐用性,因为我们不改变驱动参数。“
在以下机构的大力支持下撰写
我们提供的产品和服务专门针对以下人群针对《德国民法典》第 14 条所指的公司,而非消费者根据《德国民法典》第 13 条的规定。