
La pression constante sur les coûts oblige les entreprises à gagner continuellement du temps. Les énormes possibilités offertes par les optimisations sur la machine-outil sont démontrées par l'entreprise Lupal à Waiblingen. En collaboration avec UTTec, ils ont travaillé sur les temps annexes et ont ainsi obtenu une réduction du temps de cycle de près de dix pour cent. Aucun paramètre d'entraînement n'a été modifié, seul le programme de commande numérique, qui est approuvé par le fabricant de la machine et de la commande, a été optimisé.
La concurrence mondiale et la pénurie croissante de main-d'œuvre qualifiée augmentent en permanence la pression sur les coûts et l'efficacité des ressources dans les usines de production. Il est donc de plus en plus important d'analyser et d'optimiser en continu les processus. La plupart du temps, l'attention se porte sur les coûts indirects techniques lors de ces analyses. Il existe un large éventail de possibilités pour réduire ces temps indirects. Cela commence par des dispositifs de bridage de pièce optimaux pour le chargement et le déchargement de la pièce, et va du réglage en parallèle du temps principal à l'automatisation. Une automatisation qui, cependant, coûte très cher en fonction de la complexité de la machine-outil, surtout si, comme l'entreprise Lupal de Waiblingen, on produit principalement avec des centres d'usinage multi-broches.
Une autre façon de réduire les temps annexes est également une optimisation via la commande numérique. C'est pourquoi l'entreprise UTTec à Winnenden, chez Lupal, a commencé à analyser les temps principaux et annexes du processus de fabrication sur un centre d'usinage à 4 broches BA W04-42 de SW avec la Siemens Solution Line. Le résultat fut qu'une optimisation, rien qu'en matière de temps annexes, permet une réduction du temps de cycle de sept pour cent. Ce centre d'usinage est utilisé en deux équipes pour la fabrication de pièces en aluminium en grandes séries. Les processus de fabrication comprennent le fraisage (ébauche et finition), le perçage et le taraudage.
C'est pourquoi les fabricants de machines proposent désormais, surtout pour des lots de cette taille, une cadence de production du système de fabrication déterminée par contrat. Une offre coûte trop cher pour Michael Lichtenberg, directeur de Lupal : „ Pour une entreprise de notre taille, l'achat de durées de cycle n'est pas rentable, car une telle optimisation implique également les dispositifs appropriés et la conception des outils. Mais nous construisons nous-mêmes les dispositifs et concevons les processus. Il se peut que nous ne soyons pas de grands spécialistes dans ce domaine, mais jusqu'à présent, cela nous a bien réussi. “ Jusqu'à présent, car l'analyse de potentiel réalisée par UTTec a révélé qu'une réduction de la durée de cycle de sept pour cent est possible grâce à des méthodes d'optimisation.
Mouvements superflus et temps d'attente éliminés
Ainsi, le procédé et le positionnement des outils du changeur d'outils ont été optimisés. De plus, UTTec a adapté différentes fonctions dans des séquences d'usinage individuelles, notamment grâce à l'utilisation du logiciel de FAO Edgecam. Le programme CN a été optimisé en plus. Ensuite, les modifications ont été testées via des programmes de simulation et un réglage fin a été effectué sur site. Pour Uwe Schröter, directeur de UTTec, de telles mesures offrent un potentiel énorme et ne présentent aucun risque pour l'utilisateur : „ Les fabricants de machines livrent les machines comme les clients le souhaitent. Cependant, ces machines disposent de réserves de puissance bien plus importantes dont on peut modifier les courses, les vitesses, etc. Cela ne se fait pas au détriment de la longévité ou de la garantie du fabricant, car contrairement à eux, nous ne modifions aucun paramètre d'entraînement, mais utilisons le programme CN standard, qui est approuvé par les fabricants de machines et de commandes. C'est pourquoi il nous serait également possible d'optimiser les temps principaux. Dans le cas concret chez Lupal, on avait cependant constaté qu'une NCU (Numerical Control Unit) était présente dans le centre d'usinage SW. C'est le plus haut niveau d'extension que Siemens propose dans sa Solution Line. Une optimisation supplémentaire via la NCU n'était donc pas possible. En revanche, une surveillance des outils était déjà intégrée dans la machine. Cependant, celle-ci a également pu être optimisée. Indépendamment de cela, UTTec propose également des surveillances d'outils pour les machines qui mesurent les forces à la broche. Dans une autre étape d'extension, cela inclut des capteurs de vibrations avec des mesures de température à la broche. Cela permet également d'enregistrer le profil de vibration sur toute la durée de fonctionnement. Parallèlement, le système comprend une surveillance de collision en 3D.
Les mouvements superflus et les temps d'attente des machines-outils représentent désormais une part essentielle du processus de fabrication. UTTec à Waiblingen semble avoir réussi à éliminer cela. Cependant, pour Michael Lichtenberg, cette offre n'est pas encore tout à fait suffisante : „ Nous avons mis en place le processus nous-mêmes sur ce centre d'usinage. Le changement d'outil, le positionnement, etc., tout cela se déroulait séquentiellement jusqu'à présent. Maintenant, après l'optimisation par UTTec, cela se fait en parallèle et sans aucun problème. C'est pourquoi nous souhaiterions que UTTec propose une solution complète, c'est-à-dire de la machine aux outils, en passant par la conception complète et la définition des temps de cycle, car c'est ainsi qu'une telle optimisation est rentable pour des entreprises de notre taille. “ Ce souhait semble compréhensible, car avec des lots allant jusqu'à 800 000 pièces par an et des composants fabriqués toute l'année, les fractions de seconde comptent.
Lupal GmbH sous les feux des projecteurs
L'entreprise est une filiale de Andreas Lupold Hydrotechnik GmbH à Vöhringen, a été fondée en 2006 et s'est spécialisée dans l'usinage multi-axes de pièces, principalement en laiton et en aluminium. La gamme de services comprend des pièces moulées sous coquille, moulées au sable et moulées sous pression, principalement en aluminium et en zinc, ainsi que des pièces moulées en magnésium et des pièces pressées en laiton. Les responsables considèrent que la compétence clé réside dans l'usinage multi-axes de pièces complexes, car avec une, deux ou quatre broches sur des machines à 4 ou 5 axes, il est possible de fabriquer des pièces complexes avec une grande précision en une seule prise.
Soit dit en passant
L'automatisation n'est pas rentable chez Lupal. En raison du centre d'usinage complexe à 4 broches (Lupal dispose de 13 centres d'usinage multi-broches de SW, entre autres), un robot d'une taille appropriée avec un bras long serait nécessaire. Un investissement qui commence dans la gamme à six chiffres.
Intéressant en marge
UT-CM-PRO est un système d'UTTec pour la surveillance du temps de vie de la broche ainsi que le contrôle de collision des machines-outils (analyse, maintenance, surcharge). Le capteur piézoélectrique numérique à trois axes sert à surveiller les vibrations et les températures de la broche avec des messages d'alarme et un enregistrement de différents seuils.
La pression constante sur les coûts oblige les entreprises à gagner continuellement du temps. Les énormes possibilités offertes par les optimisations sur la machine-outil sont démontrées par l'entreprise Lupal à Waiblingen. En collaboration avec UTTec, ils ont travaillé sur les temps annexes et ont ainsi obtenu une réduction du temps de cycle de près de dix pour cent. Aucun paramètre d'entraînement n'a été modifié, seul le programme de commande numérique, qui est approuvé par le fabricant de la machine et de la commande, a été optimisé.
La concurrence mondiale et la pénurie croissante de main-d'œuvre qualifiée augmentent en permanence la pression sur les coûts et l'efficacité des ressources dans les usines de production. Il est donc de plus en plus important d'analyser et d'optimiser en continu les processus. La plupart du temps, l'attention se porte sur les coûts indirects techniques lors de ces analyses. Il existe un large éventail de possibilités pour réduire ces temps indirects. Cela commence par des dispositifs de bridage de pièce optimaux pour le chargement et le déchargement de la pièce, et va du réglage en parallèle du temps principal à l'automatisation. Une automatisation qui, cependant, coûte très cher en fonction de la complexité de la machine-outil, surtout si, comme l'entreprise Lupal de Waiblingen, on produit principalement avec des centres d'usinage multi-broches.
une autre façon de réduire les temps morts, mais c'est aussi une optimisation
sur le contrôle numérique. L'entreprise UTTec à Winnenden a donc commencé à analyser, chez Lupal, les temps principaux et auxiliaires du processus de fabrication sur un centre d'usinage à 4 broches BA W04-42 de SW avec la Siemens Solution Line. Le résultat a été qu'une optimisation, rien que sur les temps auxiliaires, permet une réduction du temps de cycle de sept pour cent. Des pièces en aluminium sont fabriquées en grande série sur ce centre d'usinage en deux équipes. Les processus de fabrication comprennent le fraisage (ébauche et finition), le perçage et le taraudage.
C'est pourquoi les fabricants de machines proposent désormais, surtout pour des lots de cette taille, une cadence de production du système de fabrication déterminée par contrat. Une offre coûte trop cher pour Michael Lichtenberg, directeur de Lupal : „ Pour une entreprise de notre taille, l'achat de durées de cycle n'est pas rentable, car une telle optimisation implique également les dispositifs appropriés et la conception des outils. Mais nous construisons nous-mêmes les dispositifs et concevons les processus. Il se peut que nous ne soyons pas de grands spécialistes dans ce domaine, mais jusqu'à présent, cela nous a bien réussi. “ Jusqu'à présent, car l'analyse de potentiel réalisée par UTTec a révélé qu'une réduction de la durée de cycle de sept pour cent est possible grâce à des méthodes d'optimisation.
Mouvements superflus et temps d'attente éliminés
Ainsi, le procédé et le positionnement des outils du changeur d'outils ont été optimisés. De plus, UTTec a adapté différentes fonctions dans des séquences d'usinage individuelles, notamment grâce à l'utilisation du logiciel de FAO Edgecam. Le programme CN a été optimisé en plus. Ensuite, les modifications ont été testées via des programmes de simulation et un réglage fin a été effectué sur site. Pour Uwe Schröter, directeur de UTTec, de telles mesures offrent un potentiel énorme et ne présentent aucun risque pour l'utilisateur : „ Les fabricants de machines livrent les machines comme les clients le souhaitent. Cependant, ces machines disposent de réserves de puissance bien plus importantes dont on peut modifier les courses, les vitesses, etc. Cela ne se fait pas au détriment de la longévité ou de la garantie du fabricant, car contrairement à eux, nous ne modifions aucun paramètre d'entraînement, mais utilisons le programme CN standard, qui est approuvé par les fabricants de machines et de commandes. C'est pourquoi il nous serait également possible d'optimiser les temps principaux. Dans le cas concret chez Lupal, on avait cependant constaté qu'une NCU (Numerical Control Unit) était présente dans le centre d'usinage SW. C'est le plus haut niveau d'extension que Siemens propose dans sa Solution Line. Une optimisation supplémentaire via la NCU n'était donc pas possible. En revanche, une surveillance des outils était déjà intégrée dans la machine. Cependant, celle-ci a également pu être optimisée. Indépendamment de cela, UTTec propose également des surveillances d'outils pour les machines qui mesurent les forces à la broche. Dans une autre étape d'extension, cela inclut des capteurs de vibrations avec des mesures de température à la broche. Cela permet également d'enregistrer le profil de vibration sur toute la durée de fonctionnement. Parallèlement, le système comprend une surveillance de collision en 3D.
Les mouvements superflus et les temps d'attente des machines-outils représentent désormais une part essentielle du processus de fabrication. UTTec à Waiblingen semble avoir réussi à éliminer cela. Cependant, pour Michael Lichtenberg, cette offre n'est pas encore tout à fait suffisante : „ Nous avons mis en place le processus nous-mêmes sur ce centre d'usinage. Le changement d'outil, le positionnement, etc., tout cela se déroulait séquentiellement jusqu'à présent. Maintenant, après l'optimisation par UTTec, cela se fait en parallèle et sans aucun problème. C'est pourquoi nous souhaiterions que UTTec propose une solution complète, c'est-à-dire de la machine aux outils, en passant par la conception complète et la définition des temps de cycle, car c'est ainsi qu'une telle optimisation est rentable pour des entreprises de notre taille. “ Ce souhait semble compréhensible, car avec des lots allant jusqu'à 800 000 pièces par an et des composants fabriqués toute l'année, les fractions de seconde comptent.
Lupal GmbH sous les feux des projecteurs
L'entreprise est une filiale de Andreas Lupold Hydrotechnik GmbH à Vöhringen, a été fondée en 2006 et s'est spécialisée dans l'usinage multi-axes de pièces, principalement en laiton et en aluminium. La gamme de services comprend des pièces moulées sous coquille, moulées au sable et moulées sous pression, principalement en aluminium et en zinc, ainsi que des pièces moulées en magnésium et des pièces pressées en laiton. Les responsables considèrent que la compétence clé réside dans l'usinage multi-axes de pièces complexes, car avec une, deux ou quatre broches sur des machines à 4 ou 5 axes, il est possible de fabriquer des pièces complexes avec une grande précision en une seule prise.
Soit dit en passant
L'automatisation n'est pas rentable chez Lupal. En raison du centre d'usinage complexe à 4 broches (Lupal dispose de 13 centres d'usinage multi-broches de SW, entre autres), un robot d'une taille appropriée avec un bras long serait nécessaire. Un investissement qui commence dans la gamme à six chiffres.
Intéressant en marge
UT-CM-PRO est un système d'UTTec pour la surveillance du temps de vie de la broche ainsi que le contrôle de collision des machines-outils (analyse, maintenance, surcharge). Le capteur piézoélectrique numérique à trois axes sert à surveiller les vibrations et les températures de la broche avec des messages d'alarme et un enregistrement de différents seuils.
Contact
Lupal GmbH & Co. KG
Monsieur Wolfgang Siegert
71336 Waiblingen
Tél. +49 7151/92074-17
www.lupal.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tél. +49 (0) 7195 – 9791-100
www.uttec.de

Ce centre d'usinage produit en deux équipes des pièces en aluminium en grande série. Les procédés de fabrication sont le fraisage, le perçage et le taraudage.

Lupal a lancé lui-même le processus sur ce centre d'usinage. Les dispositifs pour cela sont développés et fabriqués en interne.
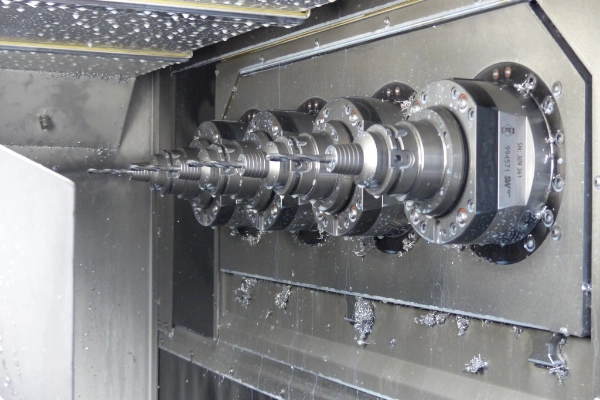
UTTec avait promis une réduction du temps de cycle de sept pour cent. Grâce à une optimisation des trajets de déplacement et au positionnement des outils du changeur d'outils, du programme NC, ainsi qu'à l'utilisation du logiciel CAM Edgecam, cette réduction a atteint près de dix pour cent.
Uwe Schröter : „ Les machines-outils disposent d'importantes réserves de performance qui permettent d'adapter les courses, les vitesses, etc. Cela ne se fait pas au détriment de la longévité, car nous ne modifions aucun paramètre d'entraînement. “
écrit avec l'aimable soutien de
Les produits et services que nous proposons s'adressent exclusivement
à des entreprises au sens du § 14 BGB et non à des consommateurs
au sens du § 13 du code civil allemand (BGB).