
Der permanent steigende Kostendruck zwingt Unternehmen kontinuierlichzu Zeiteinsparungen. Welch enorme Möglichkeiten sich hier allein durch Optimierungen an der Werkzeugmaschine bieten, zeigt das Unternehmen Lupal in Waiblingen. Gemeinsam mit UTTec hat man an den Nebenzeiten gedreht und so eine Taktzeitreduzierung von nahezu zehn Prozent erreicht. Dabei wurden keine Antriebsparameter verändert sondern nur das NC-Programm optimiert, das vom Maschinen- und Steuerungshersteller für die Maschine freigeben ist.
Der globale Wettbewerb sowie der zunehmende Facharbeitermangel erhöhen in Fertigungsbetrieben, den Kostendruck und die Ressourceneffizienz. Deshalb ist es zunehmend wichtig, Prozesse kontinuierlich zu analysieren und zu optimieren. Meist stehen bei solchen Betrachtungen die technischen Nebenkosten im Vordergrund. Zur Reduzierung dieser Nebenzeiten bieten sich die unterschiedlichsten Möglichkeiten an. Das beginnt zunächst bei optimalen Werkstück-Spannmitteln, die Be- und Entladung des Werkstücks und reicht vom hauptzeitparallelen Rüsten bis hin zur Automatisierung. Eine Automatisierung, die sich allerdings je nach Komplexität der Werkzeugmaschine sehr kostenintensiv gestaltet, wenn man beispielsweise wie das Unternehmen Lupal in Waiblingen überwiegend mit mehrspindligen Bearbeitungszentren fertigt.
Eine weitere Möglichkeit, die Nebenzeiten zu reduzieren, ist aber auch eine Optimierung über die NC-Steuerung. Das Unternehmen UTTec in Winnenden begann deshalb bei Lupal Haupt- und Nebenzeiten des Fertigungsprozesses an einem 4-spindligen Bearbeitungszentrum BA W04-42 von SW mit der Siemens Solution Line zu analysieren. Das Ergebnis war, dass durch eine Optimierung, allein bei den Nebenzeiten eine Taktzeitreduzierung von sieben Prozent möglich ist. Gefertigt werden auf diesem Bearbeitungszentrum im Zwei-Schichtbetrieb Aluminiumbauteile in großen Serien. Fertigungsprozesse sind dabei Fräsen (Schruppen und Schlichten), Bohren und Gewindeschneiden.
Nun bieten speziell bei derart großen Losgrößen Maschinenhersteller auch eine eine vereinbarte Ausbringung des Fertigungssystems an. Ein Angebot, das sich für Michael Lichtenberg, Geschäftsführer von Lupal aber zu kostenintensiv gestaltet: „Für ein Unternehmen in unserer Größe rechnet sich der Einkauf von Taktzeiten nicht, denn zu solch einer Optimierung gehören ja auch entsprechende Vorrichtungen und die Werkzeugauslegung. Die Vorrichtungen aber bauen wir selbst und legen auch die Prozesse aus. Es mag sein, dass wir da nicht die großen Spezialisten sind aber bislang sind wir damit gut gefahren.“ Bislang, denn die Potenzialanalyse durch UTTec ergab, dass durch Optimierungsverfahren eine Taktzeitreduzierung von sieben Prozent möglich ist.
Überflüssige Bewegungen und Wartezeiten eliminiert
So wurden das Verfahren und die Positionierung der Werkzeuge aus dem Werkzeugwechsler optimiert. Zudem passte UTTec in einzelnen Bearbeitungssequenzen verschiedene Funktionen, unter anderem durch den Einsatz der CAM-Software Edgecam, an. Zusätzlich wurde das NC-Programm optimiert. Im Anschluss wurden die Änderungen über Simulationsprogramme getestet und vor Ort eine Feinjustierung durchgeführt. Für Uwe Schröter, Geschäftsführer von UTTec, bieten solche Maßnahmen enormes Potenzial und stellen für den Anwender keinerlei Risiko dar: „Die Maschinenhersteller liefern die Maschinen, wie die Kunden das wünschen. Diese Maschinen verfügen aber über weit höhere Leistungsreserven über die man Verfahrwege, Geschwindigkeiten, etc. verändern kann. Das geht nicht zu Lasten der Langlebigkeit oder Herstellergarantie, denn wir verändern im Gegensatz keine Antriebsparameter sondern verwenden das Standard-NC-Programm, das von den Maschinen- und Steuerungsherstellern freigeben ist. Deshalb wäre es für uns auch möglich, die Hauptzeiten zu optimieren. Im konkreten Fall bei Lupal hatte man allerdings festgestellt, dass im SW-Bearbeitungszentrum eine NCU (Numerical Control Unit) vorhanden ist. Das ist die höchste Ausbaustufe, die Siemens in der Solution Line anbietet. Eine weitere Optimierung über die NCU war so nicht möglich. Im Gegensatz dazu, war in der Maschine zwar bereits eine Werkzeugüberwachung integriert. Die konnte allerdings ebenfalls optimiert werden. Unabhängig davon, bietet UTTec auch Werkzeugüberwachungen für Maschinen an, die Kräfte an der Spindel messen. In einer weiteren Ausbaustufe zählen dazu Schwingungssensoren mit Temperaturmessungen an der Spindel. Damit lässt sich außerdem der Schwingungsverlauf über die gesamte Laufzeit aufzeichnen. Parallel dazu beinhaltet das System eine 3D-Kollisionsüberwachung.
Nun machen überflüssige Bewegungen und Wartezeiten der Werkzeugmaschine einen wesentlichen Teil des Fertigungsprozesses aus. Die scheint UTTec in Waiblingen erfolgreich eliminiert zu haben. Für Michael Lichtenberg reicht dieses Angebot allerdings noch nicht ganz aus: „Wir haben an diesem Bearbeitungszentrum den Prozess selbst eingefahren. Werkzeugwechsel, Positionierung usw., das lief bei uns bislang alles nacheinander ab. Jetzt nach der Optimierung durch UTTec geschieht das parallel und absolut problemlos. Deshalb würden wir es begrüßen, wenn UTTec alles komplett, also von der Maschine über die Werkzeuge, die gesamte Auslegung inklusive der Taktzeitdefinierung, anbieten würde, denn damit rechnet sich solch eine Optimierung auch für Unternehmen in unserer Größe.“ Dieser Wunsch scheint verständlich, denn bei Losgrößen bis 800.000 Stück pro Jahr und Bauteilen, die das ganze Jahr gefertigt werden, zählen Bruchteile von Sekunden.
Die Lupal GmbH im Blickpunkt
Das Unternehmen ist eine Tochter der Andreas Lupold Hydrotechnik GmbH in Vöhringen, wurde 2006 gegründet und hat sich auf die mehrseitige spanende Bearbeitung von vorwiegend Messing und Aluminium spezialisiert. Das Leistungsspektrum umfasst Kokillen-, Sand- und Druckgussteile vorwiegend aus Aluminium und Zink, sowie Magnesiumgussteilen und Pressteile aus Messing. Die Kernkompetenz sehen die Verantwortlichen in der mehrseitigen spanenden Bearbeitung von komplexen Werkstücken, denn mit ein, zwei oder vier Spindeln auf 4- oder 5-achsigen Maschinen ist man in der Lage komplexe Teile mit hoher Präzision in einer Aufspannung zu fertigen.
Nebenbei bemerkt
Eine Automatisierung rechnet sich bei Lupal nicht. Auf Grund des komplexen 4-spindligen Bearbeitungszentrums (insgesamt verfügt man unter anderem über 13 mehrspindlige Bearbeitungszentren von SW) wäre ein entsprechend großer Roboter mit langem Arm notwendig. Eine Investition, die im 6-stelligen Bereich beginnt.
Interessantes am Rande
UT-CM-PRO ist ein System von UTTec für die Überwachung der Spindel (Lifetime) sowie eine Kollisionskontrolle von Werkzeugmaschinen (Analyse, Wartung, Überlastung). Der digitale dreiachsige Piezo-Sensor ist zur Überwachung der Schwingungen und Temperaturen der Spindel mit Alarmmeldungen und Protokollierung über verschiedene Schwellenwerte.
Der permanent steigende Kostendruck zwingt Unternehmen kontinuierlichzu Zeiteinsparungen. Welch enorme Möglichkeiten sich hier allein durch Optimierungen an der Werkzeugmaschine bieten, zeigt das Unternehmen Lupal in Waiblingen. Gemeinsam mit UTTec hat man an den Nebenzeiten gedreht und so eine Taktzeitreduzierung von nahezu zehn Prozent erreicht. Dabei wurden keine Antriebsparameter verändert sondern nur das NC-Programm optimiert, das vom Maschinen- und Steuerungshersteller für die Maschine freigeben ist.
Der globale Wettbewerb sowie der zunehmende Facharbeitermangel erhöhen in Fertigungsbetrieben, den Kostendruck und die Ressourceneffizienz. Deshalb ist es zunehmend wichtig, Prozesse kontinuierlich zu analysieren und zu optimieren. Meist stehen bei solchen Betrachtungen die technischen Nebenkosten im Vordergrund. Zur Reduzierung dieser Nebenzeiten bieten sich die unterschiedlichsten Möglichkeiten an. Das beginnt zunächst bei optimalen Werkstück-Spannmitteln, die Be- und Entladung des Werkstücks und reicht vom hauptzeitparallelen Rüsten bis hin zur Automatisierung. Eine Automatisierung, die sich allerdings je nach Komplexität der Werkzeugmaschine sehr kostenintensiv gestaltet, wenn man beispielsweise wie das Unternehmen Lupal in Waiblingen überwiegend mit mehrspindligen Bearbeitungszentren fertigt.
Eine weitere Möglichkeit, die Nebenzeiten zu reduzieren, ist aber auch eine Optimierung
über die NC-Steuerung. Das Unternehmen UTTec in Winnenden begann deshalb bei Lupal Haupt- und Nebenzeiten des Fertigungsprozesses an einem 4-spindligen Bearbeitungszentrum BA W04-42 von SW mit der Siemens Solution Line zu analysieren. Das Ergebnis war, dass durch eine Optimierung, allein bei den Nebenzeiten eine Taktzeitreduzierung von sieben Prozent möglich ist. Gefertigt werden auf diesem Bearbeitungszentrum im Zwei-Schichtbetrieb Aluminiumbauteile in großen Serien. Fertigungsprozesse sind dabei Fräsen (Schruppen und Schlichten), Bohren und Gewindeschneiden.
Nun bieten speziell bei derart großen Losgrößen Maschinenhersteller auch eine eine vereinbarte Ausbringung des Fertigungssystems an. Ein Angebot, das sich für Michael Lichtenberg, Geschäftsführer von Lupal aber zu kostenintensiv gestaltet: „Für ein Unternehmen in unserer Größe rechnet sich der Einkauf von Taktzeiten nicht, denn zu solch einer Optimierung gehören ja auch entsprechende Vorrichtungen und die Werkzeugauslegung. Die Vorrichtungen aber bauen wir selbst und legen auch die Prozesse aus. Es mag sein, dass wir da nicht die großen Spezialisten sind aber bislang sind wir damit gut gefahren.“ Bislang, denn die Potenzialanalyse durch UTTec ergab, dass durch Optimierungsverfahren eine Taktzeitreduzierung von sieben Prozent möglich ist.
Überflüssige Bewegungen und Wartezeiten eliminiert
So wurden das Verfahren und die Positionierung der Werkzeuge aus dem Werkzeugwechsler optimiert. Zudem passte UTTec in einzelnen Bearbeitungssequenzen verschiedene Funktionen, unter anderem durch den Einsatz der CAM-Software Edgecam, an. Zusätzlich wurde das NC-Programm optimiert. Im Anschluss wurden die Änderungen über Simulationsprogramme getestet und vor Ort eine Feinjustierung durchgeführt. Für Uwe Schröter, Geschäftsführer von UTTec, bieten solche Maßnahmen enormes Potenzial und stellen für den Anwender keinerlei Risiko dar: „Die Maschinenhersteller liefern die Maschinen, wie die Kunden das wünschen. Diese Maschinen verfügen aber über weit höhere Leistungsreserven über die man Verfahrwege, Geschwindigkeiten, etc. verändern kann. Das geht nicht zu Lasten der Langlebigkeit oder Herstellergarantie, denn wir verändern im Gegensatz keine Antriebsparameter sondern verwenden das Standard-NC-Programm, das von den Maschinen- und Steuerungsherstellern freigeben ist. Deshalb wäre es für uns auch möglich, die Hauptzeiten zu optimieren. Im konkreten Fall bei Lupal hatte man allerdings festgestellt, dass im SW-Bearbeitungszentrum eine NCU (Numerical Control Unit) vorhanden ist. Das ist die höchste Ausbaustufe, die Siemens in der Solution Line anbietet. Eine weitere Optimierung über die NCU war so nicht möglich. Im Gegensatz dazu, war in der Maschine zwar bereits eine Werkzeugüberwachung integriert. Die konnte allerdings ebenfalls optimiert werden. Unabhängig davon, bietet UTTec auch Werkzeugüberwachungen für Maschinen an, die Kräfte an der Spindel messen. In einer weiteren Ausbaustufe zählen dazu Schwingungssensoren mit Temperaturmessungen an der Spindel. Damit lässt sich außerdem der Schwingungsverlauf über die gesamte Laufzeit aufzeichnen. Parallel dazu beinhaltet das System eine 3D-Kollisionsüberwachung.
Nun machen überflüssige Bewegungen und Wartezeiten der Werkzeugmaschine einen wesentlichen Teil des Fertigungsprozesses aus. Die scheint UTTec in Waiblingen erfolgreich eliminiert zu haben. Für Michael Lichtenberg reicht dieses Angebot allerdings noch nicht ganz aus: „Wir haben an diesem Bearbeitungszentrum den Prozess selbst eingefahren. Werkzeugwechsel, Positionierung usw., das lief bei uns bislang alles nacheinander ab. Jetzt nach der Optimierung durch UTTec geschieht das parallel und absolut problemlos. Deshalb würden wir es begrüßen, wenn UTTec alles komplett, also von der Maschine über die Werkzeuge, die gesamte Auslegung inklusive der Taktzeitdefinierung, anbieten würde, denn damit rechnet sich solch eine Optimierung auch für Unternehmen in unserer Größe.“ Dieser Wunsch scheint verständlich, denn bei Losgrößen bis 800.000 Stück pro Jahr und Bauteilen, die das ganze Jahr gefertigt werden, zählen Bruchteile von Sekunden.
Die Lupal GmbH im Blickpunkt
Das Unternehmen ist eine Tochter der Andreas Lupold Hydrotechnik GmbH in Vöhringen, wurde 2006 gegründet und hat sich auf die mehrseitige spanende Bearbeitung von vorwiegend Messing und Aluminium spezialisiert. Das Leistungsspektrum umfasst Kokillen-, Sand- und Druckgussteile vorwiegend aus Aluminium und Zink, sowie Magnesiumgussteilen und Pressteile aus Messing. Die Kernkompetenz sehen die Verantwortlichen in der mehrseitigen spanenden Bearbeitung von komplexen Werkstücken, denn mit ein, zwei oder vier Spindeln auf 4- oder 5-achsigen Maschinen ist man in der Lage komplexe Teile mit hoher Präzision in einer Aufspannung zu fertigen.
Nebenbei bemerkt
Eine Automatisierung rechnet sich bei Lupal nicht. Auf Grund des komplexen 4-spindligen Bearbeitungszentrums (insgesamt verfügt man unter anderem über 13 mehrspindlige Bearbeitungszentren von SW) wäre ein entsprechend großer Roboter mit langem Arm notwendig. Eine Investition, die im 6-stelligen Bereich beginnt.
Interessantes am Rande
UT-CM-PRO ist ein System von UTTec für die Überwachung der Spindel (Lifetime) sowie eine Kollisionskontrolle von Werkzeugmaschinen (Analyse, Wartung, Überlastung). Der digitale dreiachsige Piezo-Sensor ist zur Überwachung der Schwingungen und Temperaturen der Spindel mit Alarmmeldungen und Protokollierung über verschiedene Schwellenwerte.
Kontakt
Lupal GmbH & Co. KG
Herr Wolfgang Siegert
71336 Waiblingen
Tel. +49 7151/92074-17
www.lupal.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
www.uttec.de

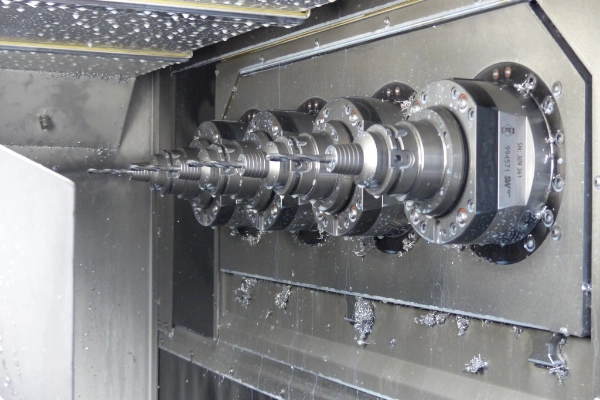
Gefertigt werden auf diesem Bearbeitungszentrum im Zwei-Schichtbetrieb Aluminiumbauteile in großen Serien. Die Fertigungsprozesse sind das Fräsen, Bohren und Gewindeschneiden.

Lupal hat an diesem Bearbeitungszentrum den Prozess selbst eingefahren. Die Vorrichtungen dafür entwickelt und fertigt man selbst.
Versprochen hatte UTTec eine Taktzeitreduzierung von sieben Prozent. Durch eine Optimierung der Verfahrwege und die Positionierung der Werkzeuge aus dem Werkzeugwechsler, des NC-Programms sowie dem Einsatz der CAM-Software Edgecam wurden daraus nahezu zehn Prozent.
Uwe Schröter: „Die Werkzeugmaschinen verfügen über hohe Leistungsreserven, über die man Verfahrwege, Geschwindigkeiten, etc. anpassen kann. Das geht nicht zu Lasten der Langlebigkeit, denn wir verändern keine Antriebsparameter.“
geschrieben mit freundlicher Unterstützung von
Unsere angebotenen Produkte und Dienstleistungen richten sich ausschließlich
an Unternehmen im Sinne des § 14 BGB und nicht an Verbraucher
im Sinne des § 13 BGB.