
The continuously increasing cost pressure forces companies to continuously save time. The company Lupal in Waiblingen demonstrates the enormous opportunities that can be achieved here solely through optimizations on the machine tool. Together with UTTec, they have focused on auxiliary times and thus achieved a cycle time reduction of almost ten percent. In doing so, no drive parameters were changed; only the NC program, which is approved for the machine by the machine and control manufacturer, was optimized.
Global competition and the increasing shortage of skilled workers are increasing cost pressure and resource efficiency in manufacturing companies. Therefore, it is becoming increasingly important to continuously analyze and optimize processes. Usually, the focus of such considerations is on technical ancillary costs. There are various options for reducing these ancillary times. This starts with optimal workpiece clamping devices, which include loading and unloading the workpiece, and ranges from parallel setup to automation. However, automation can be very cost-intensive depending on the complexity of the machine tool, especially if, like the company Lupal in Waiblingen, you predominantly manufacture with multi-spindle machining centers.
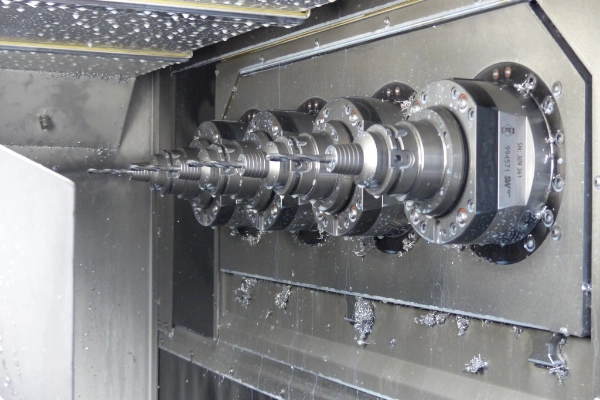
However, another way to reduce non-productive times is also through optimization via the NC control. The company UTTec in Winnenden therefore began analyzing the main and non-productive times of the manufacturing process at Lupal on a 4-spindle machining center BA W04-42 from SW with the Siemens Solution Line. The result was that through optimization, a cycle time reduction of seven percent is possible solely in the non-productive times. Aluminum components are manufactured in large series on this machining center in a two-shift operation. Manufacturing processes include milling (roughing and finishing), drilling, and thread cutting.
Now, especially for such large batch sizes, machinery manufacturers also offer an agreed-upon output for the manufacturing system. This is an offer that proves too costly for Michael Lichtenberg, managing director of Lupal: „For a company our size, purchasing cycle times doesn't pay off, because such optimization also includes corresponding fixtures and tool design. However, we build the fixtures ourselves and also design the processes. It may be that we are not the great specialists in this, but we've managed well with it so far.“ So far, because the potential analysis by UTTec revealed that a seven percent reduction in cycle time is possible through optimization methods.
Unnecessary movements and waiting times eliminated
The process and positioning of tools from the tool changer were optimized. Additionally, UTTec adjusted various functions in individual machining sequences, including through the use of CAM software Edgecam. Furthermore, the NC program was optimized. Subsequently, the changes were tested using simulation programs, and fine-tuning was carried out on-site. For Uwe Schröter, Managing Director of UTTec, such measures offer enormous potential and present no risk to the user: „The machine manufacturers deliver the machines as the customers wish. However, these machines have much higher performance reserves, allowing for changes in travel, speeds, etc. This does not come at the expense of longevity or manufacturer’s warranty, as we do not change drive parameters but use the standard NC program released by the machine and control manufacturers. Therefore, it would also be possible for us to optimize cycle times. In the specific case of Lupal, however, it was found that the SW machining center is equipped with an NCU (Numerical Control Unit). This is the highest expansion stage that Siemens offers in the Solution Line. Further optimization via the NCU was therefore not possible. In contrast, the machine already had tool monitoring integrated. However, this could also be optimized. Independently, UTTec also offers tool monitoring for machines that measure forces at the spindle. In a further expansion stage, this includes vibration sensors with temperature measurements on the spindle. This also allows the vibration profile to be recorded over the entire operating time. In parallel, the system includes 3D collision monitoring.
Now, superfluous movements and waiting times of the machine tool constitute a significant part of the manufacturing process. UTTec in Waiblingen seems to have successfully eliminated this. However, for Michael Lichtenberg, this offer is not quite enough: „We implemented the process ourselves on this machining center. Tool changes, positioning, etc., all of that previously happened sequentially for us. Now, after the optimization by UTTec, it happens in parallel and absolutely problem-free. Therefore, we would welcome it if UTTec offered the complete package, from the machine and tools to the entire design, including cycle time definition, because that's how such an optimization becomes financially viable for companies of our size.“ This wish seems understandable, as with batch sizes of up to 800,000 pieces per year and components manufactured year-round, fractions of a second count.
Lupal GmbH in the Spotlight
The company is a subsidiary of Andreas Lupold Hydrotechnik GmbH in Vöhringen, was founded in 2006, and specializes in multi-sided machining of predominantly brass and aluminum. The range of services includes die-cast, sand-cast, and pressure-cast parts, primarily made of aluminum and zinc, as well as die-cast magnesium parts and pressed brass parts. Those responsible see their core competence in the multi-sided machining of complex workpieces, as they are capable of producing complex parts with high precision in a single clamping operation using one, two, or four spindles on 4- or 5-axis machines.
By the way
Automation doesn't make economic sense for Lupal. Due to the complex 4-spindle machining center (in total, they have 13 multi-spindle machining centers from SW, among others), a correspondingly large robot with a long arm would be necessary. An investment that starts in the six-figure range.
Interesting side notes
UT-CM-PRO is a system from UTTec for spindle monitoring (lifetime) and collision control for machine tools (analysis, maintenance, overload). The digital three-axis piezo sensor is used for monitoring spindle vibrations and temperatures with alarm messages and logging via various thresholds.
The continuously increasing cost pressure forces companies to continuously save time. The company Lupal in Waiblingen demonstrates the enormous opportunities that can be achieved here solely through optimizations on the machine tool. Together with UTTec, they have focused on auxiliary times and thus achieved a cycle time reduction of almost ten percent. In doing so, no drive parameters were changed; only the NC program, which is approved for the machine by the machine and control manufacturer, was optimized.
Global competition and the increasing shortage of skilled workers are increasing cost pressure and resource efficiency in manufacturing companies. Therefore, it is becoming increasingly important to continuously analyze and optimize processes. Usually, the focus of such considerations is on technical ancillary costs. There are various options for reducing these ancillary times. This starts with optimal workpiece clamping devices, which include loading and unloading the workpiece, and ranges from parallel setup to automation. However, automation can be very cost-intensive depending on the complexity of the machine tool, especially if, like the company Lupal in Waiblingen, you predominantly manufacture with multi-spindle machining centers.
But another way to reduce downtime is also an optimization
about the NC control. The company UTTec in Winnenden therefore began to analyze the main and auxiliary times of the manufacturing process on a 4-spindle machining center BA W04-42 from.
Now, especially for such large batch sizes, machinery manufacturers also offer an agreed-upon output for the manufacturing system. This is an offer that proves too costly for Michael Lichtenberg, managing director of Lupal: „For a company our size, purchasing cycle times doesn't pay off, because such optimization also includes corresponding fixtures and tool design. However, we build the fixtures ourselves and also design the processes. It may be that we are not the great specialists in this, but we've managed well with it so far.“ So far, because the potential analysis by UTTec revealed that a seven percent reduction in cycle time is possible through optimization methods.
Unnecessary movements and waiting times eliminated
The process and positioning of tools from the tool changer were optimized. Additionally, UTTec adjusted various functions in individual machining sequences, including through the use of CAM software Edgecam. Furthermore, the NC program was optimized. Subsequently, the changes were tested using simulation programs, and fine-tuning was carried out on-site. For Uwe Schröter, Managing Director of UTTec, such measures offer enormous potential and present no risk to the user: „The machine manufacturers deliver the machines as the customers wish. However, these machines have much higher performance reserves, allowing for changes in travel, speeds, etc. This does not come at the expense of longevity or manufacturer’s warranty, as we do not change drive parameters but use the standard NC program released by the machine and control manufacturers. Therefore, it would also be possible for us to optimize cycle times. In the specific case of Lupal, however, it was found that the SW machining center is equipped with an NCU (Numerical Control Unit). This is the highest expansion stage that Siemens offers in the Solution Line. Further optimization via the NCU was therefore not possible. In contrast, the machine already had tool monitoring integrated. However, this could also be optimized. Independently, UTTec also offers tool monitoring for machines that measure forces at the spindle. In a further expansion stage, this includes vibration sensors with temperature measurements on the spindle. This also allows the vibration profile to be recorded over the entire operating time. In parallel, the system includes 3D collision monitoring.
Now, superfluous movements and waiting times of the machine tool constitute a significant part of the manufacturing process. UTTec in Waiblingen seems to have successfully eliminated this. However, for Michael Lichtenberg, this offer is not quite enough: „We implemented the process ourselves on this machining center. Tool changes, positioning, etc., all of that previously happened sequentially for us. Now, after the optimization by UTTec, it happens in parallel and absolutely problem-free. Therefore, we would welcome it if UTTec offered the complete package, from the machine and tools to the entire design, including cycle time definition, because that's how such an optimization becomes financially viable for companies of our size.“ This wish seems understandable, as with batch sizes of up to 800,000 pieces per year and components manufactured year-round, fractions of a second count.
Lupal GmbH in the Spotlight
The company is a subsidiary of Andreas Lupold Hydrotechnik GmbH in Vöhringen, was founded in 2006, and specializes in multi-sided machining of predominantly brass and aluminum. The range of services includes die-cast, sand-cast, and pressure-cast parts, primarily made of aluminum and zinc, as well as die-cast magnesium parts and pressed brass parts. Those responsible see their core competence in the multi-sided machining of complex workpieces, as they are capable of producing complex parts with high precision in a single clamping operation using one, two, or four spindles on 4- or 5-axis machines.
By the way
Automation doesn't make economic sense for Lupal. Due to the complex 4-spindle machining center (in total, they have 13 multi-spindle machining centers from SW, among others), a correspondingly large robot with a long arm would be necessary. An investment that starts in the six-figure range.
Interesting side notes
UT-CM-PRO is a system from UTTec for spindle monitoring (lifetime) and collision control for machine tools (analysis, maintenance, overload). The digital three-axis piezo sensor is used for monitoring spindle vibrations and temperatures with alarm messages and logging via various thresholds.
Contact
Lupal GmbH & Co. KG
Mr. Wolfgang Siegert
71336 Waiblingen
Phone: +49 7151/92074-17
www.lupal.de
UTTec GmbH & Co KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
www.uttec.de

Aluminum components are manufactured in large series on this machining center in a two-shift operation. The manufacturing processes include milling, drilling, and tapping.

Lupal set up the process on this machining center himself. The fixtures for this are developed and manufactured in-house.
UTTec had promised a seven percent cycle time reduction. Through optimization of travel paths, tool positioning from the tool changer, the NC program, and the use of the CAM software Edgecam, this resulted in almost ten percent.
Uwe Schröter: „The machine tools have high performance reserves that can be used to adjust travel distances, speeds, etc.“
written with the kind support of
The products and services we offer are aimed exclusively at
to companies within the meaning of § 14 BGB and not to consumers
within the meaning of § 13 BGB.