
La pressione dei costi in costante aumento costringe le aziende a risparmiare continuamente tempo. Le enormi opportunità che si offrono solo attraverso ottimizzazioni della macchina utensile sono dimostrate dall'azienda Lupal di Waiblingen. Insieme a UTTec, hanno lavorato sui tempi non produttivi, ottenendo così una riduzione del tempo di ciclo di quasi il dieci percento. Non sono stati modificati parametri di azionamento, ma solo ottimizzato il programma NC, che è stato approvato dal produttore della macchina e del controllo per la macchina.
La concorrenza globale e la crescente carenza di manodopera qualificata aumentano la pressione sui costi e l'efficienza delle risorse nelle aziende manifatturiere. Pertanto, è sempre più importante analizzare e ottimizzare continuamente i processi. Nella maggior parte dei casi, tali considerazioni si concentrano sui costi indiretti tecnici. Esistono diverse opzioni per ridurre questi tempi accessori. Ciò inizia con sistemi di bloccaggio del pezzo ottimali, che facilitano il caricamento e lo scaricamento del pezzo, e spazia dalla preparazione di macchine in parallelo al tempo di ciclo principale fino all'automazione. Tuttavia, l'automazione, a seconda della complessità della macchina utensile, può essere molto costosa, soprattutto se, come l'azienda Lupal di Waiblingen, si produce prevalentemente con centri di lavorazione multis Mettiti in parallelo.
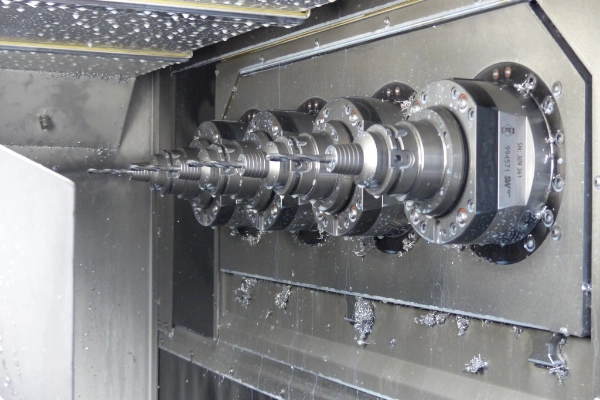
Un altro modo per ridurre i tempi ausiliari è anche l'ottimizzazione tramite il controllo NC. Per questo motivo, l'azienda UTTec di Winnenden ha iniziato ad analizzare i tempi principali e ausiliari del processo di produzione presso Lupal su un centro di lavoro a 4 mandrini BA W04-42 di SW con la Siemens Solution Line. Il risultato è stato che, grazie a un'ottimizzazione, è possibile una riduzione del tempo ciclo del sette percento solo nei tempi ausiliari. Su questo centro di lavoro, che opera su due turni, vengono prodotti componenti in alluminio in grandi serie. I processi di produzione includono fresatura (sgrossatura e finitura), foratura e maschiatura.
Ora i produttori di macchine offrono anche una produzione concordata del sistema di produzione, specialmente per lotti così grandi. Un accordo che per Michael Lichtenberg, amministratore delegato di Lupal, risulta però troppo costoso: „Per un'azienda delle nostre dimensioni, l'acquisto di tempi di ciclo non è conveniente, perché un'ottimizzazione del genere include anche i relativi dispositivi e la progettazione degli utensili. Tuttavia, costruiamo noi stessi i dispositivi e progettiamo anche i processi. Può darsi che non siamo i grandi specialisti, ma finora ci siamo trovati bene così.“ Finora, perché l'analisi del potenziale di UTTec ha rivelato che una riduzione del tempo di ciclo del sette percento è possibile attraverso procedure di ottimizzazione.
Movimenti e tempi di attesa superflui eliminati
Così sono stati ottimizzati la procedura e il posizionamento degli utensili dal magazzino utensili. Inoltre, UTTec ha adattato diverse funzioni in singole sequenze di lavorazione, anche attraverso l'uso del software CAM Edgecam. È stato inoltre ottimizzato il programma NC. Successivamente, le modifiche sono state testate tramite programmi di simulazione ed è stata eseguita una messa a punto in loco. Per Uwe Schröter, amministratore delegato di UTTec, tali misure offrono un enorme potenziale e non comportano alcun rischio per l'utente: „I produttori di macchine forniscono le macchine come desiderano i clienti. Tuttavia, queste macchine dispongono di riserve di potenza molto più elevate, tramite le quali è possibile modificare percorsi, velocità, ecc. Ciò non avviene a scapito della longevità o della garanzia del produttore, poiché, a differenza di quanto si potrebbe pensare, non modifichiamo parametri di azionamento, bensì utilizziamo il programma NC standard approvato dai produttori di macchine e di controlli. Per questo motivo, sarebbe anche possibile ottimizzare i tempi principali. Nel caso concreto di Lupal, tuttavia, si è riscontrato che nel centro di lavorazione SW era presente una NCU (Numerical Control Unit). Questo è il livello di equipaggiamento più alto offerto da Siemens nella Solution Line. Un'ulteriore ottimizzazione tramite la NCU non era quindi possibile. Al contrario, nella macchina era già integrato un monitoraggio utensili. Anche questo, tuttavia, poteva essere ottimizzato. Indipendentemente da ciò, UTTec offre anche monitoraggi utensili per macchine che misurano le forze sul mandrino. In una fase di sviluppo ulteriore, ciò include sensori di vibrazione con misurazioni della temperatura sul mandrino. In questo modo è possibile registrare anche il decorso delle vibrazioni per l'intera durata di funzionamento. Parallelamente, il sistema include un monitoraggio anticollisione 3D.
Ora movimenti superflui e tempi di attesa della macchina utensile costituiscono una parte essenziale del processo di produzione. UTTec di Waiblingen sembra averli eliminati con successo. Tuttavia, per Michael Lichtenberg questa offerta non è ancora sufficiente: „Abbiamo introdotto noi stessi il processo su questo centro di lavoro. Il cambio utensile, il posizionamento, ecc. finora tutto avveniva in sequenza. Ora, dopo l'ottimizzazione da parte di UTTec, ciò avviene in parallelo e senza problemi. Pertanto, saremmo lieti se UTTec offrisse tutto in modo completo, cioè dalla macchina, agli utensili, all'intero layout, inclusa la definizione del tempo ciclo, perché è così che un'ottimizzazione del genere si ripaga anche per aziende delle nostre dimensioni.“ Questo desiderio sembra comprensibile, perché con lotti fino a 800.000 pezzi all'anno e componenti prodotti tutto l'anno, anche frazioni di secondo contano.
Lupal GmbH sotto i riflettori
L'azienda è una filiale della Andreas Lupold Hydrotechnik GmbH di Vöhringen, è stata fondata nel 2006 e si è specializzata nella lavorazione meccanica multilaterale di ottone e alluminio. La gamma di servizi comprende pezzi fusi in conchiglia, sabbia e pressofusi principalmente in alluminio e zinco, nonché pezzi fusi in magnesio e pezzi stampati in ottone. I responsabili vedono la competenza principale nella lavorazione meccanica multilaterale di pezzi complessi, poiché con una, due o quattro mandrini su macchine a 4 o 5 assi è possibile produrre pezzi complessi con alta precisione in un'unica presa.
A proposito
Per Lupal l'automazione non è conveniente. A causa della complessa macchina utensile a 4 mandrini (in totale sono disponibili, tra le altre, 13 macchine utensili a più mandrini di SW) sarebbe necessario un robot di dimensioni adeguate con un braccio lungo. Un investimento che inizia a sei cifre.
Interessanti ai margini
UT-CM-PRO è un sistema di UTTec per il monitoraggio del mandrino (durata utile) e il controllo delle collisioni delle macchine utensili (analisi, manutenzione, sovraccarico). Il sensore piezoelettrico digitale a tre assi serve per monitorare le vibrazioni e le temperature del mandrino con messaggi di allarme e registrazione tramite diverse soglie.
La pressione dei costi in costante aumento costringe le aziende a risparmiare continuamente tempo. Le enormi opportunità che si offrono solo attraverso ottimizzazioni della macchina utensile sono dimostrate dall'azienda Lupal di Waiblingen. Insieme a UTTec, hanno lavorato sui tempi non produttivi, ottenendo così una riduzione del tempo di ciclo di quasi il dieci percento. Non sono stati modificati parametri di azionamento, ma solo ottimizzato il programma NC, che è stato approvato dal produttore della macchina e del controllo per la macchina.
La concorrenza globale e la crescente carenza di manodopera qualificata aumentano la pressione sui costi e l'efficienza delle risorse nelle aziende manifatturiere. Pertanto, è sempre più importante analizzare e ottimizzare continuamente i processi. Nella maggior parte dei casi, tali considerazioni si concentrano sui costi indiretti tecnici. Esistono diverse opzioni per ridurre questi tempi accessori. Ciò inizia con sistemi di bloccaggio del pezzo ottimali, che facilitano il caricamento e lo scaricamento del pezzo, e spazia dalla preparazione di macchine in parallelo al tempo di ciclo principale fino all'automazione. Tuttavia, l'automazione, a seconda della complessità della macchina utensile, può essere molto costosa, soprattutto se, come l'azienda Lupal di Waiblingen, si produce prevalentemente con centri di lavorazione multis Mettiti in parallelo.
Un altro modo per ridurre i tempi morti, però, è anche un'ottimizzazione
sulla macchina a controllo numerico. L'azienda UTTec di Winnenden ha quindi iniziato ad analizzare i tempi principali e secondari del processo di produzione su un centro di lavoro a 4 mandrini BA W04-42 di SW con la Siemens Solution Line. Il risultato è stato che, tramite ottimizzazione, è possibile una riduzione del tempo di ciclo del sette percento, solo nei tempi secondari. Su questo centro di lavoro vengono prodotti componenti in alluminio in grandi serie, su due turni. I processi di produzione includono fresatura (sgrossatura e finitura), foratura e maschiatura.
Ora i produttori di macchine offrono anche una produzione concordata del sistema di produzione, specialmente per lotti così grandi. Un accordo che per Michael Lichtenberg, amministratore delegato di Lupal, risulta però troppo costoso: „Per un'azienda delle nostre dimensioni, l'acquisto di tempi di ciclo non è conveniente, perché un'ottimizzazione del genere include anche i relativi dispositivi e la progettazione degli utensili. Tuttavia, costruiamo noi stessi i dispositivi e progettiamo anche i processi. Può darsi che non siamo i grandi specialisti, ma finora ci siamo trovati bene così.“ Finora, perché l'analisi del potenziale di UTTec ha rivelato che una riduzione del tempo di ciclo del sette percento è possibile attraverso procedure di ottimizzazione.
Movimenti e tempi di attesa superflui eliminati
Così sono stati ottimizzati la procedura e il posizionamento degli utensili dal magazzino utensili. Inoltre, UTTec ha adattato diverse funzioni in singole sequenze di lavorazione, anche attraverso l'uso del software CAM Edgecam. È stato inoltre ottimizzato il programma NC. Successivamente, le modifiche sono state testate tramite programmi di simulazione ed è stata eseguita una messa a punto in loco. Per Uwe Schröter, amministratore delegato di UTTec, tali misure offrono un enorme potenziale e non comportano alcun rischio per l'utente: „I produttori di macchine forniscono le macchine come desiderano i clienti. Tuttavia, queste macchine dispongono di riserve di potenza molto più elevate, tramite le quali è possibile modificare percorsi, velocità, ecc. Ciò non avviene a scapito della longevità o della garanzia del produttore, poiché, a differenza di quanto si potrebbe pensare, non modifichiamo parametri di azionamento, bensì utilizziamo il programma NC standard approvato dai produttori di macchine e di controlli. Per questo motivo, sarebbe anche possibile ottimizzare i tempi principali. Nel caso concreto di Lupal, tuttavia, si è riscontrato che nel centro di lavorazione SW era presente una NCU (Numerical Control Unit). Questo è il livello di equipaggiamento più alto offerto da Siemens nella Solution Line. Un'ulteriore ottimizzazione tramite la NCU non era quindi possibile. Al contrario, nella macchina era già integrato un monitoraggio utensili. Anche questo, tuttavia, poteva essere ottimizzato. Indipendentemente da ciò, UTTec offre anche monitoraggi utensili per macchine che misurano le forze sul mandrino. In una fase di sviluppo ulteriore, ciò include sensori di vibrazione con misurazioni della temperatura sul mandrino. In questo modo è possibile registrare anche il decorso delle vibrazioni per l'intera durata di funzionamento. Parallelamente, il sistema include un monitoraggio anticollisione 3D.
Ora movimenti superflui e tempi di attesa della macchina utensile costituiscono una parte essenziale del processo di produzione. UTTec di Waiblingen sembra averli eliminati con successo. Tuttavia, per Michael Lichtenberg questa offerta non è ancora sufficiente: „Abbiamo introdotto noi stessi il processo su questo centro di lavoro. Il cambio utensile, il posizionamento, ecc. finora tutto avveniva in sequenza. Ora, dopo l'ottimizzazione da parte di UTTec, ciò avviene in parallelo e senza problemi. Pertanto, saremmo lieti se UTTec offrisse tutto in modo completo, cioè dalla macchina, agli utensili, all'intero layout, inclusa la definizione del tempo ciclo, perché è così che un'ottimizzazione del genere si ripaga anche per aziende delle nostre dimensioni.“ Questo desiderio sembra comprensibile, perché con lotti fino a 800.000 pezzi all'anno e componenti prodotti tutto l'anno, anche frazioni di secondo contano.
Lupal GmbH sotto i riflettori
L'azienda è una filiale della Andreas Lupold Hydrotechnik GmbH di Vöhringen, è stata fondata nel 2006 e si è specializzata nella lavorazione meccanica multilaterale di ottone e alluminio. La gamma di servizi comprende pezzi fusi in conchiglia, sabbia e pressofusi principalmente in alluminio e zinco, nonché pezzi fusi in magnesio e pezzi stampati in ottone. I responsabili vedono la competenza principale nella lavorazione meccanica multilaterale di pezzi complessi, poiché con una, due o quattro mandrini su macchine a 4 o 5 assi è possibile produrre pezzi complessi con alta precisione in un'unica presa.
A proposito
Per Lupal l'automazione non è conveniente. A causa della complessa macchina utensile a 4 mandrini (in totale sono disponibili, tra le altre, 13 macchine utensili a più mandrini di SW) sarebbe necessario un robot di dimensioni adeguate con un braccio lungo. Un investimento che inizia a sei cifre.
Interessanti ai margini
UT-CM-PRO è un sistema di UTTec per il monitoraggio del mandrino (durata utile) e il controllo delle collisioni delle macchine utensili (analisi, manutenzione, sovraccarico). Il sensore piezoelettrico digitale a tre assi serve per monitorare le vibrazioni e le temperature del mandrino con messaggi di allarme e registrazione tramite diverse soglie.
Contattateci
Lupal GmbH & Co. KG
Signor Wolfgang Siegert
71336 Waiblingen
Tel. +49 7151/92074-17
www.lupal.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
www.uttec.de

Su questo centro di lavoro vengono prodotti componenti in alluminio in grandi serie con un turno di due squadre. I processi produttivi sono fresatura, foratura e maschiatura.

Lupal ha avviato autonomamente il processo su questo centro di lavoro. Le attrezzature per farlo vengono sviluppate e prodotte internamente.
UTTec aveva promesso una riduzione del tempo di ciclo del sette percento. Ottimizzando i movimenti e il posizionamento degli utensili dal magazzino utensili, del programma NC e utilizzando il software CAM Edgecam, questa riduzione è diventata quasi del dieci percento.
Uwe Schröter: „Le macchine utensili dispongono di elevati margini di potenza, che consentono di adattare corse, velocità, ecc. Ciò non va a scapito della durata utile, poiché non modifichiamo i parametri di azionamento.“
scritto con il gentile supporto di
I prodotti e i servizi che offriamo sono rivolti esclusivamente a
alle aziende ai sensi del § 14 BGB e non ai consumatori
ai sensi del § 13 BGB.