
Ciągle rosnąca presja kosztowa zmusza firmy do ciągłego oszczędzania czasu. Jakie ogromne możliwości w tym zakresie same możliwości optymalizacji obrabiarek pokazują, firma Lupal w Waiblingen. Wspólnie z UTTec udało się zaoszczędzić czas podczas przestojów i tym samym osiągnąć skrócenie czasu cyklu o blisko dziesięć procent. Przy tym nie zmieniono żadnych parametrów napędu, jedynie zoptymalizowano program NC, który został zatwierdzony przez producenta maszyny i sterowania do danej maszyny.
Globalna konkurencja, a także narastający brak wykwalifikowanych pracowników, zwiększają presję kosztową i konieczność efektywnego wykorzystania zasobów w zakładach produkcyjnych. Dlatego coraz ważniejsze jest ciągłe analizowanie i optymalizowanie procesów. Zazwyczaj w takich analizach nacisk kładzie się na techniczne koszty uboczne. Istnieje wiele różnych możliwości redukcji tych czasów pomocniczych. Zaczyna się to od optymalnych przyrządów do mocowania obrabianego przedmiotu, obejmując ładowanie i rozładowywanie przedmiotu obrabianego, a kończąc na ustawianiu równoległym do czasu głównego aż po automatyzację. Automatyzacja ta jednak, w zależności od złożoności obrabiarki, jest bardzo kosztowna, zwłaszcza jeśli, tak jak firma Lupal w Waiblingen, produkuje się głównie na wielowrzecionowych centrach obróbczych.
Jednak inną możliwością skrócenia czasów pomocniczych jest także optymalizacja przez sterowanie NC. Firma UTTec w Winnenden postanowiła dlatego analizować czasy główne i pomocnicze procesu produkcji w firmie Lupal na 4-wrzecionowym centrum obróbczym BA W04-42 firmy SW z linią Siemens Solution Line. Wynikiem było to, że dzięki optymalizacji, samo skrócenie czasów pomocniczych pozwoliło na zmniejszenie czasu cyklu o siedem procent. Na tym centrum obróbczym wytwarzane są w dwuzmianowym trybie pracy aluminiowe części w dużych seriach. Procesy produkcyjne obejmują frezowanie (prułość i wykończenie), wiercenie i gwintowanie.
Obecnie, zwłaszcza przy tak dużych partiach, producenci maszyn oferują również uzgodnioną wydajność systemu produkcyjnego. Oferta, która dla Michaela Lichtenberga, dyrektora zarządzającego Lupal, okazuje się zbyt kosztowna: „Dla firmy naszej wielkości zakup czasu cyklu nie ma sensu, ponieważ taka optymalizacja obejmuje również odpowiednie przyrządy i projektowanie narzędzi. Przyrządy produkujemy jednak sami i sami projektujemy procesy. Możliwe, że nie jesteśmy w tym wielkimi specjalistami, ale dotychczas dobrze sobie radziliśmy“. Dotychczas, ponieważ analiza potencjału przeprowadzona przez UTTec wykazała, że poprzez metody optymalizacyjne możliwa jest redukcja czasu cyklu o siedem procent.
Wyeliminowano zbędne ruchy i czasy oczekiwania
W ten sposób zoptymalizowano proces i pozycjonowanie narzędzi z magazynu narzędzi. Ponadto UTTec dostosował różne funkcje w poszczególnych sekwencjach obróbki, między innymi za pomocą oprogramowania CAM Edgecam. Dodatkowo zoptymalizowano program NC. Następnie zmiany przetestowano za pomocą programów symulacyjnych, a na miejscu przeprowadzono precyzyjne dostrojenie. Według Uwe Schrötera, dyrektora zarządzającego UTTec, takie działania oferują ogromny potencjał i nie stanowią żadnego ryzyka dla użytkownika: „Producenci maszyn dostarczają maszyny zgodnie z życzeniem klienta. Maszyny te posiadają jednak znacznie większe rezerwy wydajności, dzięki którym można modyfikować posuwy, prędkości itp. Nie odbywa się to kosztem trwałości lub gwarancji producenta, ponieważ w przeciwieństwie do tego nie zmieniamy parametrów napędu, lecz korzystamy ze standardowego programu NC, dopuszczonego przez producentów maszyn i sterowań. Dlatego też możliwe byłoby zoptymalizowanie przez nas czasów głównych. W konkretnym przypadku u firmy Lupal stwierdzono jednak, że w centrum obróbczym SW znajduje się NCU (jednostka sterująca numerycznego). Jest to najwyższy stopień rozbudowy, jaki Siemens oferuje w linii Solution Line. Dalsza optymalizacja za pomocą NCU nie była możliwa. Natomiast w maszynie zintegrowano już monitorowanie narzędzi. To jednak również można było zoptymalizować. Niezależnie od tego, UTTec oferuje również monitorowanie narzędzi dla maszyn, które mierzą siły na wrzecionie. W kolejnym stopniu rozbudowy obejmuje to czujniki drgań z pomiarami temperatury na wrzecionie. Pozwala to również na rejestrowanie przebiegu drgań przez cały czas pracy. Równocześnie system zawiera trójwymiarowe monitorowanie kolizji.
Obecnie zbędne ruchy i czasy oczekiwania obrabiarki stanowią znaczną część procesu produkcyjnego. Wygląda na to, że UTTec w Waiblingen skutecznie je wyeliminował. Dla Michaela Lichtenberga to jednak jeszcze nie wystarczy: „Zautomatyzowaliśmy proces na tym centrum obróbczym. Zmiana narzędzi, pozycjonowanie itp. wszystko to odbywało się u nas po kolei. Teraz, po optymalizacji przez UTTec, dzieje się to równolegle i bezproblemowo. Dlatego też chętnie widzielibyśmy, gdyby UTTec oferował wszystko kompleksowo, czyli od maszyny, przez narzędzia, całe projektowanie, w tym definiowanie czasu cyklu, ponieważ dopiero wtedy taka optymalizacja opłaca się również firmom naszego rozmiaru.“ To życzenie jest zrozumiałe, ponieważ przy wielkości produkcji do 800 000 sztuk rocznie i częściach wytwarzanych przez cały rok, liczą się ułamki sekund.
Lupal GmbH w centrum uwagi
Firma jest spółką zależną Andreas Lupold Hydrotechnik GmbH w Vöhringen, została założona w 2006 roku i specjalizuje się w wielostronnej obróbce skrawaniem głównie mosiądzu i aluminium. Zakres usług obejmuje odlewy kokilowe, piaskowe i ciśnieniowe głównie z aluminium i cynku, a także odlewy magnezowe i odkuwki prasowane z mosiądzu. Kluczową kompetencją są dla odpowiedzialnych wielostronna obróbka skrawaniem skomplikowanych elementów, ponieważ dzięki jednej, dwóm lub czterem wrzecionom na maszynach 4- lub 5-osiowych możliwe jest wytwarzanie złożonych części z dużą precyzją w jednym zamocowaniu.
Swoją drogą
Automatyzacja nie opłaca się w Lupal. Ze względu na złożone 4-wrzecionowe centrum obróbcze (łącznie firma posiada m.in. 13 wielowrzecionowych centrów obróbczych SW) potrzebny byłby odpowiednio duży robot z długim ramieniem. Taka inwestycja zaczyna się od sześciocyfrowej kwoty.
Ciekawe na marginesie
UT-CM-PRO to system firmy UTTec do monitorowania wrzeciona (żywotność) oraz kontroli kolizji obrabiarek (analiza, konserwacja, przeciążenie). Cyfrowy, trójosiowy czujnik piezoelektryczny służy do monitorowania drgań i temperatury wrzeciona z komunikatami alarmowymi i rejestrowaniem po przekroczeniu różnych progów.
Ciągle rosnąca presja kosztowa zmusza firmy do ciągłego oszczędzania czasu. Jakie ogromne możliwości w tym zakresie same możliwości optymalizacji obrabiarek pokazują, firma Lupal w Waiblingen. Wspólnie z UTTec udało się zaoszczędzić czas podczas przestojów i tym samym osiągnąć skrócenie czasu cyklu o blisko dziesięć procent. Przy tym nie zmieniono żadnych parametrów napędu, jedynie zoptymalizowano program NC, który został zatwierdzony przez producenta maszyny i sterowania do danej maszyny.
Globalna konkurencja, a także narastający brak wykwalifikowanych pracowników, zwiększają presję kosztową i konieczność efektywnego wykorzystania zasobów w zakładach produkcyjnych. Dlatego coraz ważniejsze jest ciągłe analizowanie i optymalizowanie procesów. Zazwyczaj w takich analizach nacisk kładzie się na techniczne koszty uboczne. Istnieje wiele różnych możliwości redukcji tych czasów pomocniczych. Zaczyna się to od optymalnych przyrządów do mocowania obrabianego przedmiotu, obejmując ładowanie i rozładowywanie przedmiotu obrabianego, a kończąc na ustawianiu równoległym do czasu głównego aż po automatyzację. Automatyzacja ta jednak, w zależności od złożoności obrabiarki, jest bardzo kosztowna, zwłaszcza jeśli, tak jak firma Lupal w Waiblingen, produkuje się głównie na wielowrzecionowych centrach obróbczych.
Jednak inną możliwością zmniejszenia czasów przestoju jest również optymalizacja
o sterowaniu CNC. Firma UTTec w Winnenden rozpoczęła analizę czasów głównych i pomocniczych procesu produkcyjnego na 4-wrzecionowym centrum obróbczym BA W04-42 firmy SW z linią Siemens Solution Line. Wynik był taki, że dzięki optymalizacji, tylko w czasach pomocniczych możliwe jest skrócenie czasu cyklu o siedem procent. Na tym centrum obróbczym produkowane są w dwuzmianowym trybie pracy części aluminiowe w dużych seriach. Procesy produkcyjne obejmują frezowanie (zgrubne i wykańczające), wiercenie i gwintowanie.
Obecnie, zwłaszcza przy tak dużych partiach, producenci maszyn oferują również uzgodnioną wydajność systemu produkcyjnego. Oferta, która dla Michaela Lichtenberga, dyrektora zarządzającego Lupal, okazuje się zbyt kosztowna: „Dla firmy naszej wielkości zakup czasu cyklu nie ma sensu, ponieważ taka optymalizacja obejmuje również odpowiednie przyrządy i projektowanie narzędzi. Przyrządy produkujemy jednak sami i sami projektujemy procesy. Możliwe, że nie jesteśmy w tym wielkimi specjalistami, ale dotychczas dobrze sobie radziliśmy“. Dotychczas, ponieważ analiza potencjału przeprowadzona przez UTTec wykazała, że poprzez metody optymalizacyjne możliwa jest redukcja czasu cyklu o siedem procent.
Wyeliminowano zbędne ruchy i czasy oczekiwania
W ten sposób zoptymalizowano proces i pozycjonowanie narzędzi z magazynu narzędzi. Ponadto UTTec dostosował różne funkcje w poszczególnych sekwencjach obróbki, między innymi za pomocą oprogramowania CAM Edgecam. Dodatkowo zoptymalizowano program NC. Następnie zmiany przetestowano za pomocą programów symulacyjnych, a na miejscu przeprowadzono precyzyjne dostrojenie. Według Uwe Schrötera, dyrektora zarządzającego UTTec, takie działania oferują ogromny potencjał i nie stanowią żadnego ryzyka dla użytkownika: „Producenci maszyn dostarczają maszyny zgodnie z życzeniem klienta. Maszyny te posiadają jednak znacznie większe rezerwy wydajności, dzięki którym można modyfikować posuwy, prędkości itp. Nie odbywa się to kosztem trwałości lub gwarancji producenta, ponieważ w przeciwieństwie do tego nie zmieniamy parametrów napędu, lecz korzystamy ze standardowego programu NC, dopuszczonego przez producentów maszyn i sterowań. Dlatego też możliwe byłoby zoptymalizowanie przez nas czasów głównych. W konkretnym przypadku u firmy Lupal stwierdzono jednak, że w centrum obróbczym SW znajduje się NCU (jednostka sterująca numerycznego). Jest to najwyższy stopień rozbudowy, jaki Siemens oferuje w linii Solution Line. Dalsza optymalizacja za pomocą NCU nie była możliwa. Natomiast w maszynie zintegrowano już monitorowanie narzędzi. To jednak również można było zoptymalizować. Niezależnie od tego, UTTec oferuje również monitorowanie narzędzi dla maszyn, które mierzą siły na wrzecionie. W kolejnym stopniu rozbudowy obejmuje to czujniki drgań z pomiarami temperatury na wrzecionie. Pozwala to również na rejestrowanie przebiegu drgań przez cały czas pracy. Równocześnie system zawiera trójwymiarowe monitorowanie kolizji.
Obecnie zbędne ruchy i czasy oczekiwania obrabiarki stanowią znaczną część procesu produkcyjnego. Wygląda na to, że UTTec w Waiblingen skutecznie je wyeliminował. Dla Michaela Lichtenberga to jednak jeszcze nie wystarczy: „Zautomatyzowaliśmy proces na tym centrum obróbczym. Zmiana narzędzi, pozycjonowanie itp. wszystko to odbywało się u nas po kolei. Teraz, po optymalizacji przez UTTec, dzieje się to równolegle i bezproblemowo. Dlatego też chętnie widzielibyśmy, gdyby UTTec oferował wszystko kompleksowo, czyli od maszyny, przez narzędzia, całe projektowanie, w tym definiowanie czasu cyklu, ponieważ dopiero wtedy taka optymalizacja opłaca się również firmom naszego rozmiaru.“ To życzenie jest zrozumiałe, ponieważ przy wielkości produkcji do 800 000 sztuk rocznie i częściach wytwarzanych przez cały rok, liczą się ułamki sekund.
Lupal GmbH w centrum uwagi
Firma jest spółką zależną Andreas Lupold Hydrotechnik GmbH w Vöhringen, została założona w 2006 roku i specjalizuje się w wielostronnej obróbce skrawaniem głównie mosiądzu i aluminium. Zakres usług obejmuje odlewy kokilowe, piaskowe i ciśnieniowe głównie z aluminium i cynku, a także odlewy magnezowe i odkuwki prasowane z mosiądzu. Kluczową kompetencją są dla odpowiedzialnych wielostronna obróbka skrawaniem skomplikowanych elementów, ponieważ dzięki jednej, dwóm lub czterem wrzecionom na maszynach 4- lub 5-osiowych możliwe jest wytwarzanie złożonych części z dużą precyzją w jednym zamocowaniu.
Swoją drogą
Automatyzacja nie opłaca się w Lupal. Ze względu na złożone 4-wrzecionowe centrum obróbcze (łącznie firma posiada m.in. 13 wielowrzecionowych centrów obróbczych SW) potrzebny byłby odpowiednio duży robot z długim ramieniem. Taka inwestycja zaczyna się od sześciocyfrowej kwoty.
Ciekawe na marginesie
UT-CM-PRO to system firmy UTTec do monitorowania wrzeciona (żywotność) oraz kontroli kolizji obrabiarek (analiza, konserwacja, przeciążenie). Cyfrowy, trójosiowy czujnik piezoelektryczny służy do monitorowania drgań i temperatury wrzeciona z komunikatami alarmowymi i rejestrowaniem po przekroczeniu różnych progów.
Skontaktuj się z nami
Lupal GmbH & Co. KG
Pan Wolfgang Siegert
71336 Waiblingen
Tel. +49 7151/92074-17
www.lupal.de
UTTec GmbH & Co.KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
www.uttec.de

Na tym centrum obróbczym w systemie dwuzmianowym produkowane są seryjnie części aluminiowe. Procesy obróbki to frezowanie, wiercenie i gwintowanie.

Lupal samodzielnie uruchomił proces na tym centrum obróbczym. Przyrządy do tego celu same projektuje i wytwarza.
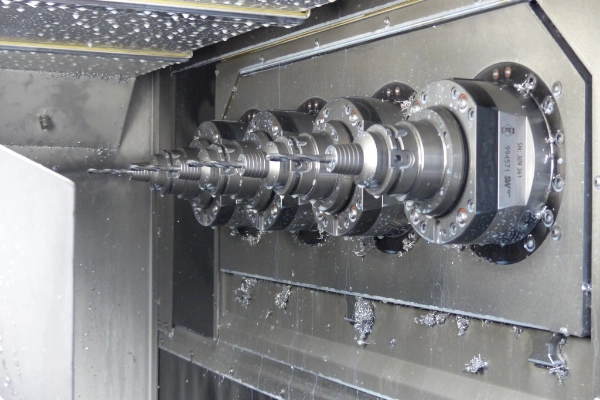
UTTec obiecał siedmioprocentową redukcję czasu cyklu. Dzięki optymalizacji ścieżek ruchu i pozycjonowaniu narzędzi z magazynu narzędzi, programu NC oraz zastosowaniu oprogramowania CAM Edgecam, udało się osiągnąć prawie dziesięć procent.
Uwe Schröter: „Obrabiarki posiadają wysokie rezerwy mocy, dzięki którym można dostosować posuwy, prędkości itp. Nie odbywa się to kosztem żywotności, ponieważ nie zmieniamy parametrów napędu.“
napisany przy wsparciu
Oferowane przez nas produkty i usługi są skierowane wyłącznie do
przedsiębiorstwom w rozumieniu § 14 BGB, a nie konsumentom
w rozumieniu § 13 BGB.