Inwestując w kolejną wirówkę firmy Leistritz, firma Lock Antriebstechnik w Ertingen postawiła sobie za cel szybsze i łatwiejsze przezbrajanie w przyszłości, a jednocześnie budowanie bezobsługowej produkcji. Jednakże ogromne wahania materiałów często prowadziły do kosztownych uszkodzeń narzędzi. Dlatego w 2022 roku zainwestowano w system monitorowania narzędzi i procesów UT-Tm® firmy UTTec. Od tego czasu żywotność narzędzi wzrosła niemal czterokrotnie, a jakość i produktywność odpowiadają obecnym wymaganiom.
Firma posiadała już wcześniej maszynę do wirowania firmy Leistritz. Ze względu na wyłącznie pozytywne doświadczenia firma Lock Antriebstechnik zainwestowała w 2017 roku w kolejną maszynę do wirowania firmy Leistritz, model LWN 120. W produkcji ślimaków do przekładni chciano dzięki tej inwestycji połączyć zalety wirowania, takie jak wydajna obróbka na sucho i bardzo wysoka jakość powierzchni, z szybszą zmianą wyposażenia i produkcją bezobsługową (załadunek za pomocą robotów). Cel ten wydawał się osiągnięty w pierwszym etapie. Jednak podczas obróbki niektórych modułów ciągle dochodziło do pękania płyt narzędziowych. W tym czasie żywotność znacznie się skróciła. Armin Schirmer, kierownik produkcji części przekładniowych w Lock Antriebstechnik, komentuje: „Z jednej strony takie pęknięcie wynika z zużycia. Jednak w naszym przypadku przyczyną był zazwyczaj twardy i bardzo zróżnicowany materiał. Ostrze się zatyka i tworzy się osad. Ciśnienie staje się wtedy zbyt duże, a płytka pęka. Dlatego wspólnie z firmą Leistritz testowaliśmy powłoki, przeprowadzaliśmy badania materiałowe, modyfikowaliśmy tuleje zaciskowe, próbowaliśmy wszystkiego, co możliwe, ale nie osiągnęliśmy żadnego rezultatu. Doszliśmy wówczas do wniosku, że materiał i ostrze po prostu do siebie nie pasują“. Jeszcze większym problemem było jednak to, że w przypadku pęknięcia narzędzia przesuwały się również elementy maszyny, takie jak wrzeciono, osie itp., i trzeba było je ponownie wyrównać. Było to kosztowne przedsięwzięcie. Dlatego w firmie Leistritz opracowano system, w którym sonda pomiarowa z własną osią zapisywała profil wzorcowy w sterowniku, skanowała element i wysyłała odpowiedni komunikat o kontynuacji obróbki lub jej przerwaniu. Problem polegał na tym, że krawędź nadbudowy nie jest zwykłym zużyciem. W związku z tym w Ertingen zaczęto przeprowadzać pomiary po kilku ślimakach i profilować płyty narzędziowe profilowo w ramach środków zapobiegawczych. W ten sposób udało się wprawdzie osiągnąć dłuższą żywotność, ale w nocy nadal występował problem z produkcją bezobsługową i ogromnymi kosztami narzędzi.
Z zoptymalizowaną sensoryką i odpowiednim oprogramowaniem do celu
Dlatego w Leistritz testowano systemy monitorowania narzędzi od odpowiednich producentów. Jednak dla Patricka Schuki, dyrektora sprzedaży obrabiarek w Leistritz, było to mniej satysfakcjonujące: „Wiele systemów mierzyło pobór mocy, kiedy doszło do złamania, było już za późno. Oznacza to, że systemy nie były wystarczająco czułe, a wyniki tym samym nieprzekonujące. Dlatego w pewnym momencie zakończyliśmy te testy, ponieważ nie chcieliśmy przerzucać ryzyka na naszych klientów.“ Dzięki współpracy z UTTec sytuacja się zmieniła. Po intensywnych badaniach z działem technologii Leistritz, w UTTec byli przekonani, że tych problemów nie da się rozwiązać za pomocą konwencjonalnych standardowych systemów monitorowania. Następnie przeprowadzono liczne testy i analizy, dochodząc do wniosku, że zwiększenie parametrów cięcia prowadzi do bardzo drobnych, prawie proszkowych wiórów. Dla Uwe Schrötera, dyrektora zarządzającego UTTec, był to punkt wyjścia do dalszego rozwoju: „Te wyniki pokazały, dokąd musimy zmierzać w zakresie analizy i czułości systemu. Następnie ponownie zoptymalizowaliśmy naszą technologię czujników, opracowaliśmy odpowiednie oprogramowanie i na tej podstawie, wspólnie z Leistritz, rozpoczęliśmy prace rozwojowe, które dzisiaj okazują się być skuteczne.“ Rok temu system został zaprezentowany w Lock Antriebstechnik. Jednak w Ertingen panował początkowo duży sceptycyzm. Według Armina Schirmera sceptycyzm okazał się jednak nieuzasadniony, ponieważ system w międzyczasie nie tylko wielokrotnie przed Nie tylko od razu sprawdził się w przypadku złamania płyty, ale także już w 70% się zamortyzował. Co szczególnie cieszy operatora maszyn, Jonasa Zolla, system jest stosunkowo łatwy do zrozumienia: „Oczywiście trzeba poświęcić mu trochę czasu, zanim każdy program dopasuje się do serii produktów. Trzeba też dokonywać korekt, gdy stosuje się inne parametry cięcia lub narzędzia. Ale to naprawdę nie jest trudne. Naszą dyscypliną jest na przykład pewien moduł z odpowiednią liczbą sztuk. Gdy system jest ustawiony, można go bez problemu uruchomić“. Niezależnie od tego, system UT-Tm® obejmuje monitorowanie zużycia. Pozwala to również zoptymalizować żywotność płyt narzędzi. W Ertingen już dokonano tego, ale co ważniejsze dla odpowiedzialnych, jest pewność, że system wcześnie wykryje, gdy pojawi się niebezpieczeństwo. I dlatego w Lock Antriebstechnik można teraz zrealizować to, co planowano przy inwestycji w LWN 120: Maszyna rozpoczyna pracę z paletą detali tuż przed końcem zmiany i produkuje w nocy, a obecnie także w ciągu dnia bez nadzoru operatora. Ponadto żywotność narzędzi znacznie się wydłużyła, co oczywiście przynosi również znaczną redukcję kosztów narzędzi.
Napędowe rozwiązania Lock w centrum uwagi
Międzynarodowy lider w dziedzinie technologii napędowych w rolnictwie działa w różnych obszarach. Oprócz produkcji i dystrybucji elementów napędowych do wentylacji, zacieniania szklarni i budynków inwentarskich, Lock przekonuje rozwiązaniami zapewniającymi optymalny klimat w budynkach, zarządzaniem środowiskiem i inteligentnym rolnictwem. Firma wyróżnia się również innowacyjnymi i zrównoważonymi podejściami oraz ścisłą współpracą z europejskimi instytutami badawczymi w dziedzinie rolnictwa.
Lock został wyróżniony jako jeden z najlepszych pracodawców w konkursie «Najlepsi pracodawcy Niemiec» w latach 2020 i 2022 przez Great Place to Work®.
Swoją drogą
Wirbelmaschinen to rynek niszowy. Dlatego Leistritz przykłada dużą wagę do zadowolenia klienta i oczywiście jest zainteresowana ciągłym rozwojem. System UT-Tm® jest adaptowalny i dzięki temu może być doposażony we wszystkich maszynach Leistritz.
Ciekawe na marginesie
Ze względu na początkowe sceptycyzm ze strony odpowiedzialnych osób w Lock Antriebstechnik, Leistritz zaproponował system UT-Tm® do testów. Oznacza to, że gdyby nie zadziałał, Leistritz odebrałby go z powrotem. Do tego nie doszło, system już się w 70 procentach zamortyzował.
Inwestując w kolejną wirówkę firmy Leistritz, firma Lock Antriebstechnik w Ertingen postawiła sobie za cel szybsze i łatwiejsze przezbrajanie w przyszłości, a jednocześnie budowanie bezobsługowej produkcji. Jednakże ogromne wahania materiałów często prowadziły do kosztownych uszkodzeń narzędzi. Dlatego w 2022 roku zainwestowano w system monitorowania narzędzi i procesów UT-Tm® firmy UTTec. Od tego czasu żywotność narzędzi wzrosła niemal czterokrotnie, a jakość i produktywność odpowiadają obecnym wymaganiom.
Firma Lock Antriebstechnik posiadała już wirówkę firmy Leistritz. Ze względu na jak najbardziej pozytywne doświadczenia, w 2017 roku zainwestowała w kolejną wirówkę firmy Leistritz, model LWN 120. Wraz z tą inwestycją, w produkcji wałków do przekładni chciano połączyć zalety wirowania, takie jak wydajna obróbka na sucho i bardzo wysoka jakość powierzchni, z szybszym ponownym przezbrojeniem i produkcją bezobsługową (ładowanie za pomocą robota). Ten cel wydawał się być osiągnięty w pierwszym kroku. Jednak podczas obróbki niektórych modułów płytki narzędziowe pękały raz po raz. Czas pracy uległ wtedy ogromnemu skróceniu. Armin Schirmer, kierownik produkcji części przekładni w firmie Lock Antriebstechnik, powiedział: „Takie pęknięcie wynika z jednej strony ze zużycia. Przy
Ale dla nas najczęściej były to trudne i bardzo zróżnicowane materiały. Krawędź tnąca się zużywa i tworzy się naddatek. Nacisk staje się wtedy zbyt duży, płyta pęka. Dlatego wspólnie z Leistritz testowaliśmy powłoki, przeprowadzaliśmy badania materiałowe, zmienialiśmy tuleje zaciskowe, próbowaliśmy wszystkiego, ale nie osiągnęliśmy żadnego rezultatu. Nasze przypuszczenie było takie, że materiał i krawędź tnąca po prostu do siebie nie pasują. Jeszcze większym problemem było to, że w przypadku złamania narzędzia przesuwały się również komponenty maszyny, takie jak wrzeciono, osie itp., i trzeba było je na nowo ustawiać. Kosztowna operacja. Dlatego w Leistritz opracowano system, w którym sonda pomiarowa z własną osią zapisywała w sterowniku profil wzorcowy, skanowała element obrabiany i dawała odpowiedni komunikat o dalszej obróbce lub przerwaniu. Problem polegał na tym, że naddatek to nie jest standardowe zużycie. I tak w Ertingen przeszli na przeprowadzanie pomiarów po kilku ślimakach i profilaktyczną wymianę płytek narzędzi we wczesnym etapie. W ten sposób osiągnięto dłuższą żywotność narzędzia, ale w nocy, podczas produkcji bezobsługowej, nadal istniał problem z ogromnymi kosztami narzędzi.
Z zoptymalizowaną sensoryką i odpowiednim oprogramowaniem do celu
Dlatego w Leistritz testowano systemy monitorowania narzędzi od odpowiednich producentów. Jednak dla Patricka Schuki, dyrektora sprzedaży obrabiarek w Leistritz, było to mniej satysfakcjonujące: „Wiele systemów mierzyło pobór mocy, kiedy doszło do złamania, było już za późno. Oznacza to, że systemy nie były wystarczająco czułe, a wyniki tym samym nieprzekonujące. Dlatego w pewnym momencie zakończyliśmy te testy, ponieważ nie chcieliśmy przerzucać ryzyka na naszych klientów.“ Dzięki współpracy z UTTec sytuacja się zmieniła. Po intensywnych badaniach z działem technologii Leistritz, w UTTec byli przekonani, że tych problemów nie da się rozwiązać za pomocą konwencjonalnych standardowych systemów monitorowania. Następnie przeprowadzono liczne testy i analizy, dochodząc do wniosku, że zwiększenie parametrów cięcia prowadzi do bardzo drobnych, prawie proszkowych wiórów. Dla Uwe Schrötera, dyrektora zarządzającego UTTec, był to punkt wyjścia do dalszego rozwoju: „Te wyniki pokazały, dokąd musimy zmierzać w zakresie analizy i czułości systemu. Następnie ponownie zoptymalizowaliśmy naszą technologię czujników, opracowaliśmy odpowiednie oprogramowanie i na tej podstawie, wspólnie z Leistritz, rozpoczęliśmy prace rozwojowe, które dzisiaj okazują się być skuteczne.“ Rok temu system został zaprezentowany w Lock Antriebstechnik. Jednak w Ertingen panował początkowo duży sceptycyzm. Według Armina Schirmera sceptycyzm okazał się jednak nieuzasadniony, ponieważ system w międzyczasie nie tylko wielokrotnie przed Nie tylko od razu sprawdził się w przypadku złamania płyty, ale także już w 70% się zamortyzował. Co szczególnie cieszy operatora maszyn, Jonasa Zolla, system jest stosunkowo łatwy do zrozumienia: „Oczywiście trzeba poświęcić mu trochę czasu, zanim każdy program dopasuje się do serii produktów. Trzeba też dokonywać korekt, gdy stosuje się inne parametry cięcia lub narzędzia. Ale to naprawdę nie jest trudne. Naszą dyscypliną jest na przykład pewien moduł z odpowiednią liczbą sztuk. Gdy system jest ustawiony, można go bez problemu uruchomić“. Niezależnie od tego, system UT-Tm® obejmuje monitorowanie zużycia. Pozwala to również zoptymalizować żywotność płyt narzędzi. W Ertingen już dokonano tego, ale co ważniejsze dla odpowiedzialnych, jest pewność, że system wcześnie wykryje, gdy pojawi się niebezpieczeństwo. I dlatego w Lock Antriebstechnik można teraz zrealizować to, co planowano przy inwestycji w LWN 120: Maszyna rozpoczyna pracę z paletą detali tuż przed końcem zmiany i produkuje w nocy, a obecnie także w ciągu dnia bez nadzoru operatora. Ponadto żywotność narzędzi znacznie się wydłużyła, co oczywiście przynosi również znaczną redukcję kosztów narzędzi.
Napędowe rozwiązania Lock w centrum uwagi
Międzynarodowy lider w dziedzinie technologii napędowych w rolnictwie działa w różnych obszarach. Oprócz produkcji i dystrybucji elementów napędowych do wentylacji, zacieniania szklarni i budynków inwentarskich, Lock przekonuje rozwiązaniami zapewniającymi optymalny klimat w budynkach, zarządzaniem środowiskiem i inteligentnym rolnictwem. Firma wyróżnia się również innowacyjnymi i zrównoważonymi podejściami oraz ścisłą współpracą z europejskimi instytutami badawczymi w dziedzinie rolnictwa.
Lock został wyróżniony jako jeden z najlepszych pracodawców w konkursie «Najlepsi pracodawcy Niemiec» w latach 2020 i 2022 przez Great Place to Work®.
Swoją drogą
Wirbelmaschinen to rynek niszowy. Dlatego Leistritz przykłada dużą wagę do zadowolenia klienta i oczywiście jest zainteresowana ciągłym rozwojem. System UT-Tm® jest adaptowalny i dzięki temu może być doposażony we wszystkich maszynach Leistritz.
Ciekawe na marginesie
Ze względu na początkowe sceptycyzm ze strony odpowiedzialnych osób w Lock Antriebstechnik, Leistritz zaproponował system UT-Tm® do testów. Oznacza to, że gdyby nie zadziałał, Leistritz odebrałby go z powrotem. Do tego nie doszło, system już się w 70 procentach zamortyzował.
Skontaktuj się z nami
Lock Antriebstechnik GmbH
Pan Armin Schirmer
D-88521 Ertingen
Tel. +49 7371/9508-430
www.lockdrives.com
UTTec GmbH & Co.KG
D-71364 Winnenden
Tel. +49 (0) 7195 – 9791-100
www.uttec.de
Leistritz Production Technology GmbH
Pan Patrick Schuka
D-92714 Pleystein
Tel. +49 9654/89-403
www.leistritz.com

Dzięki maszynie do przetaczania LWN 120 firmy Leistritz chciano połączyć zalety przetaczania z szybszym przezbrojeniem i produkcją bezobsługową.

Tuż przed końcem zmiany uruchamia się maszyna i produkuje bezobsługowo w nocy. Obecnie przeszliśmy na automatyczne uruchamianie maszyny również w ciągu dnia.
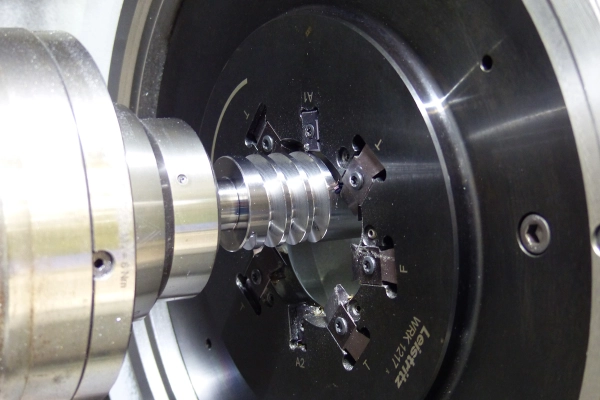
Niebezpieczeństwo przy materiałach o różnej ciągliwości polega na tym, że ostrze się zatłuści i utworzy się grzbiet strużyny.

Dyscypliną wiodącą Lock Antriebstechnik są specjalne moduły o odpowiedniej liczbie sztuk.
Patrick Schuka, Armin Schirmer, Jonas Zoll i Uwe Schröter (od lewej do prawej): „Ważne jest, aby system wcześnie rozpoznawał, gdy występuje zagrożenie. Dzięki czterokrotnemu wydłużeniu czasu pracy maszyny, w pełni zautomatyzowana produkcja nie stanowi już problemu.“
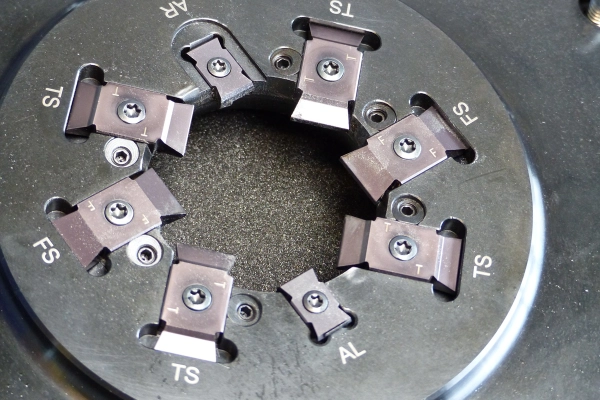
Przed wdrożeniem systemu UT-Tm® płyty narzędzi były profilaktycznie wymieniane bardzo wcześnie, co oczywiście prowadziło do ogromnych kosztów narzędzi.

Na części testowej wyraźnie widać ślady ostrza narastającego.
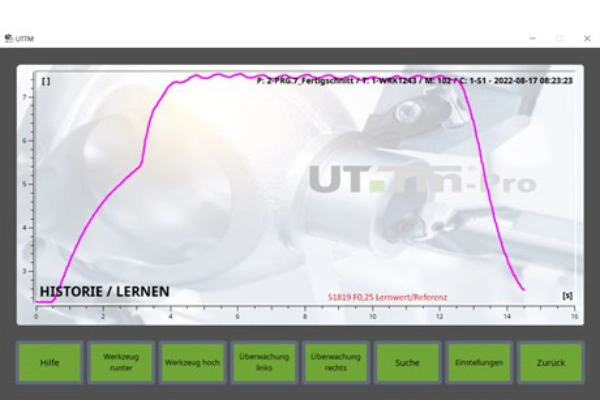
System jest stosunkowo prosty w obsłudze i dodatkowo posiada funkcję uczenia maszynowego.
napisany przy wsparciu
Oferowane przez nas produkty i usługi są skierowane wyłącznie do
przedsiębiorstwom w rozumieniu § 14 BGB, a nie konsumentom
w rozumieniu § 13 BGB.

