Avec l'investissement dans une autre machine à vis sans fin de Leistritz, l'entreprise Lock Antriebstechnik à Ertingen visait à pouvoir changer de configuration plus rapidement et plus facilement à l'avenir, tout en mettant en place une production sans surveillance. Cependant, d'énormes variations de matériaux ont souvent entraîné des ruptures d'outils coûteuses. C'est pourquoi, en 2022, l'entreprise a investi dans le système de surveillance d'outils et de processus UT-Tm® de UTTec. Depuis, les durées de vie ont presque quadruplé, et la qualité et la productivité répondent désormais aux exigences actuelles.
L'entreprise disposait déjà d'une machine de tourbillonnage Leistritz. Forte de cette expérience très positive, la société Lock Antriebstechnik a investi en 2017 dans une autre machine de tourbillonnage Leistritz, la LWN 120. Pour la fabrication de vis sans fin destinées aux réducteurs, cet investissement visait à combiner les avantages du tourbillonnage, tels qu'un usinage à sec efficace et une très haute qualité de surface, avec des changements d'outillage plus rapides et une production sans intervention humaine (chargement par robot). Cet objectif semblait avoir été atteint dans un premier temps. Cependant, lors de l'usinage de certains modules, des ruptures des plaques d'outils se produisaient régulièrement. À cette époque, les durées de vie ont considérablement diminué. Armin Schirmer, responsable de la fabrication des pièces de transmission chez Lock Antriebstechnik, commente : „ D'une part, une telle rupture est due à l'usure. Mais dans notre cas, c'était surtout le matériau tenace et très hétérogène. Le tranchant s'encrasse et une arête de coupe se forme. La pression devient alors trop forte et la plaquette se brise. C’est pourquoi, en collaboration avec Leistritz, nous avons testé des revêtements, effectué des analyses de matériaux, modifié les pinces de serrage, essayé tout ce qui était possible, mais sans parvenir à un résultat. Nous avons alors supposé que le matériau et l’arête de coupe n’étaient tout simplement pas compatibles. “ Mais un problème encore plus grave était qu’en cas de rupture d’outil, les composants de la machine tels que la broche, les axes, etc. se déplaçaient et devaient être réalignés. Une opération coûteuse. C’est pourquoi Leistritz a développé un système dans lequel un palpeur de mesure doté de son propre axe enregistrait un profil maître dans la commande, scannait la pièce et émettait un message correspondant pour la poursuite de l’usinage ou l’arrêt. Le problème, c’est qu’une arête de coupe surélevée ne correspond pas à une usure normale. C'est ainsi qu'à Ertingen, on a décidé d'effectuer des mesures après quelques vis sans fin et de remplacer les plaques des outils à titre préventif et de manière anticipée. On a ainsi obtenu une durée de vie plus longue, mais le problème de la production sans personnel et des coûts d'outillage énormes persistait pendant la nuit.
Atteindre son objectif grâce à des capteurs optimisés et à un logiciel adapté
C'est pourquoi Leistritz a testé des systèmes de surveillance d'outils proposés par différents fabricants. Pour Patrick Schuka, directeur commercial Machines-outils chez Leistritz, ces résultats n'étaient toutefois pas satisfaisants : „ De nombreux systèmes mesuraient la consommation électrique, mais lorsque la rupture se produisait, il était déjà trop tard. En d’autres termes, les systèmes n’étaient pas assez sensibles, et les résultats n’étaient donc pas convaincants. C’est pourquoi nous avons fini par interrompre ces tests, car nous ne voulions pas faire porter le risque à nos clients. “ La collaboration avec UTTec a changé la donne. Après des essais intensifs menés avec le département technologique de Leistritz, UTTec a acquis la conviction que ces problèmes ne pouvaient être résolus avec les systèmes de surveillance standard conventionnels. De nombreux tests et analyses ont suivi, permettant de constater qu’une augmentation des paramètres de coupe entraînait la formation de copeaux très fins, presque pulvérulents. Pour Uwe Schröter, directeur général d’UTTec, cela a constitué le point de départ du développement : „ Ces résultats ont montré la direction à suivre en matière d’analyse et de sensibilité du système. Nous avons alors optimisé une nouvelle fois nos capteurs, développé un logiciel adapté et, sur cette base, lancé avec Leistritz des développements qui s’avèrent aujourd’hui fructueux. “ Il y a un an, le système a été présenté chez Lock Antriebstechnik. À Ertingen, on était toutefois plus que sceptique au départ. Selon Armin Schirmer, ce scepticisme était toutefois sans fondement, car le système a depuis non seulement avant non seulement fonctionne en cas de rupture de plaque, mais s’est déjà amorti à 70 %. Et ce qui réjouit particulièrement Jonas Zoll, l’opérateur de la machine, c’est que le système est relativement simple à comprendre : „ Bien sûr, il faut y consacrer un certain temps jusqu’à ce que chaque programme soit adapté à une série de produits. Il faut aussi réajuster les paramètres lorsque d’autres paramètres de coupe ou outils sont utilisés. Mais ce n’est vraiment pas difficile. Notre spécialité, par exemple, est un module spécifique avec des quantités correspondantes. Une fois le système réglé, on peut le laisser tourner sans problème. “ Indépendamment de cela, le système UT-Tm® intègre une surveillance de l’usure. Cela permet également d’optimiser la durée de vie des plaquettes d’outils. À Ertingen, cela se faisait déjà, mais ce qui importe davantage aux responsables, c’est la certitude que le système détecte à temps tout danger imminent. C’est pourquoi Lock Antriebstechnik peut désormais concrétiser ce qui était prévu lors de l’investissement dans la LWN 120 : la machine démarre avec une palette de pièces peu avant la fin de l’équipe et produit de nuit, mais aussi désormais de jour en mode sans personnel. De plus, la durée de vie des outils a considérablement augmenté, ce qui entraîne naturellement une réduction significative des coûts d'outillage.
Zoom sur la technologie d'entraînement Lock
Leader mondial dans le domaine des systèmes d'entraînement pour l'agriculture, cette entreprise est active dans divers secteurs. Outre la production et la commercialisation d'éléments d'entraînement destinés à la ventilation et à l'ombrage des serres et des étables, Lock se distingue par ses solutions visant à optimiser le climat intérieur des bâtiments, la gestion environnementale et l'agriculture intelligente. L'entreprise se distingue également par ses approches innovantes et durables, ainsi que par ses étroites collaborations avec des instituts de recherche agricole dans toute l'Europe.
Lock a été désigné comme l'un des meilleurs employeurs lors du concours « Les meilleurs employeurs d'Allemagne » organisé par Great Place to Work® en 2020 et 2022.
Soit dit en passant
Les machines à tourbillon constituent un marché de niche. C'est pourquoi Leistritz accorde une très grande importance à la satisfaction de ses clients et s'efforce naturellement de se perfectionner en permanence. Le système UT-Tm® est modulable et peut ainsi être installé a posteriori sur toutes les machines Leistritz.
Intéressant en marge
En raison du scepticisme initial des responsables de Lock Antriebstechnik, Leistritz a proposé le système UT-Tm® à titre d'essai. Autrement dit, s'il ne fonctionnait pas, Leistritz l'aurait repris. Il n'en a rien été, le système est déjà amorti à 70 %.
Avec l'investissement dans une autre machine à vis sans fin de Leistritz, l'entreprise Lock Antriebstechnik à Ertingen visait à pouvoir changer de configuration plus rapidement et plus facilement à l'avenir, tout en mettant en place une production sans surveillance. Cependant, d'énormes variations de matériaux ont souvent entraîné des ruptures d'outils coûteuses. C'est pourquoi, en 2022, l'entreprise a investi dans le système de surveillance d'outils et de processus UT-Tm® de UTTec. Depuis, les durées de vie ont presque quadruplé, et la qualité et la productivité répondent désormais aux exigences actuelles.
L'entreprise disposait déjà d'une machine de tourbillonnage Leistritz. Forte de cette expérience très positive, la société Lock Antriebstechnik a investi en 2017 dans une autre machine de tourbillonnage Leistritz, la LWN 120. Pour la fabrication de vis sans fin destinées aux réducteurs, cet investissement visait à combiner les avantages du tourbillonnage, tels qu'un usinage à sec efficace et une très haute qualité de surface, avec un changement d'équipement plus rapide et une production sans intervention humaine (chargement par robot). Cet objectif semblait avoir été atteint dans un premier temps. Cependant, lors de l'usinage de certains modules, des ruptures des plaques d'outillage se produisaient régulièrement. À cette époque, les durées de vie ont considérablement diminué. Armin Schirmer, responsable de la fabrication des pièces de transmission chez Lock Antriebstechnik, commente : „ Une telle rupture est d'une part due à l'usure. En
Mais pour nous, le problème venait surtout de la matière visqueuse et très hétérogène. Le tranchant s'encrasse et une couche de dépôt se forme. La pression devient alors trop forte et la plaquette se brise. C’est pourquoi, en collaboration avec Leistritz, nous avons testé des revêtements, effectué des analyses de matériaux, modifié les pinces de serrage, essayé tout ce qui était possible, mais sans parvenir à un résultat. Nous en avons alors conclu que le matériau et l’arête de coupe n’étaient tout simplement pas compatibles. “ Mais un problème encore plus grave était qu’en cas de rupture d’outil, les composants de la machine tels que la broche, les axes, etc. se déplaçaient et devaient être réalignés. Une opération coûteuse. C’est pourquoi Leistritz a développé un système dans lequel un palpeur de mesure doté de son propre axe enregistrait un profil maître dans la commande, scannait la pièce et émettait un message correspondant pour la poursuite de l’usinage ou l’arrêt. Le problème, c’est qu’une arête de coupe surélevée ne correspond pas à une usure normale. C'est ainsi qu'à Ertingen, on a décidé d'effectuer des mesures après quelques vis sans fin et de remplacer les plaques des outils à titre préventif et de manière anticipée. Cela a certes permis d'obtenir une durée de vie plus longue, mais le problème de la production sans personnel et des coûts d'outillage énormes persistait pendant la nuit.
Atteindre son objectif grâce à des capteurs optimisés et à un logiciel adapté
C'est pourquoi Leistritz a testé des systèmes de surveillance d'outils proposés par différents fabricants. Pour Patrick Schuka, directeur commercial Machines-outils chez Leistritz, ces résultats n'étaient toutefois pas satisfaisants : „ De nombreux systèmes mesuraient la consommation électrique, mais lorsque la rupture se produisait, il était déjà trop tard. En d’autres termes, les systèmes n’étaient pas assez sensibles, et les résultats n’étaient donc pas convaincants. C’est pourquoi nous avons fini par interrompre ces tests, car nous ne voulions pas faire porter le risque à nos clients. “ La collaboration avec UTTec a changé la donne. Après des essais intensifs menés avec le département technologique de Leistritz, UTTec a acquis la conviction que ces problèmes ne pouvaient être résolus avec les systèmes de surveillance standard conventionnels. De nombreux tests et analyses ont suivi, permettant de constater qu’une augmentation des paramètres de coupe entraînait la formation de copeaux très fins, presque pulvérulents. Pour Uwe Schröter, directeur général d’UTTec, cela a constitué le point de départ du développement : „ Ces résultats ont montré la direction à suivre en matière d’analyse et de sensibilité du système. Nous avons alors optimisé une nouvelle fois nos capteurs, développé un logiciel adapté et, sur cette base, lancé avec Leistritz des développements qui s’avèrent aujourd’hui fructueux. “ Il y a un an, le système a été présenté chez Lock Antriebstechnik. À Ertingen, on était toutefois plus que sceptique au départ. Selon Armin Schirmer, ce scepticisme était toutefois sans fondement, car le système a depuis non seulement avant non seulement fonctionne en cas de rupture de plaque, mais s’est déjà amorti à 70 %. Et ce qui réjouit particulièrement Jonas Zoll, l’opérateur de la machine, c’est que le système est relativement simple à comprendre : „ Bien sûr, il faut y consacrer un certain temps jusqu’à ce que chaque programme soit adapté à une série de produits. Il faut aussi réajuster les paramètres lorsque d’autres paramètres de coupe ou outils sont utilisés. Mais ce n’est vraiment pas difficile. Notre spécialité, par exemple, est un module spécifique avec des quantités correspondantes. Une fois le système réglé, on peut le laisser tourner sans problème. “ Indépendamment de cela, le système UT-Tm® intègre une surveillance de l’usure. Cela permet également d’optimiser la durée de vie des plaquettes d’outils. À Ertingen, cela se faisait déjà, mais ce qui importe davantage aux responsables, c’est la certitude que le système détecte à temps tout danger imminent. C’est pourquoi Lock Antriebstechnik peut désormais concrétiser ce qui était prévu lors de l’investissement dans la LWN 120 : la machine démarre avec une palette de pièces peu avant la fin de l’équipe et produit de nuit, mais aussi désormais de jour en mode sans personnel. De plus, la durée de vie des outils a considérablement augmenté, ce qui entraîne naturellement une réduction significative des coûts d'outillage.
Zoom sur la technologie d'entraînement Lock
Leader mondial dans le domaine des systèmes d'entraînement pour l'agriculture, cette entreprise est active dans divers secteurs. Outre la production et la commercialisation d'éléments d'entraînement destinés à la ventilation et à l'ombrage des serres et des étables, Lock se distingue par ses solutions visant à optimiser le climat intérieur des bâtiments, la gestion environnementale et l'agriculture intelligente. L'entreprise se distingue également par ses approches innovantes et durables, ainsi que par ses étroites collaborations avec des instituts de recherche agricole dans toute l'Europe.
Lock a été désigné comme l'un des meilleurs employeurs lors du concours « Les meilleurs employeurs d'Allemagne » organisé par Great Place to Work® en 2020 et 2022.
Soit dit en passant
Les machines à tourbillon constituent un marché de niche. C'est pourquoi Leistritz accorde une très grande importance à la satisfaction de ses clients et s'efforce naturellement de se perfectionner en permanence. Le système UT-Tm® est modulable et peut ainsi être installé a posteriori sur toutes les machines Leistritz.
Intéressant en marge
En raison du scepticisme initial des responsables de Lock Antriebstechnik, Leistritz a proposé le système UT-Tm® à titre d'essai. Autrement dit, s'il ne fonctionnait pas, Leistritz l'aurait repris. Il n'en a rien été, le système est déjà amorti à 70 %.
Contact
Lock Antriebstechnik GmbH
Monsieur Armin Schirmer
D-88521 Ertingen
Tél. +49 7371/9508-430
www.lockdrives.com
UTTec GmbH & Co.KG
D-71364 Winnenden
Tél. +49 (0) 7195 – 9791-100
www.uttec.de
Leistritz Produktionstechnik GmbH
Monsieur Patrick Schuka
D-92714 Pleystein
Tél. +49 9654/89-403
www.leistritz.com

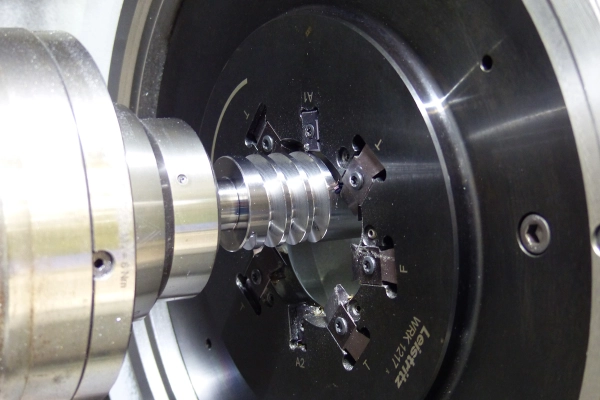
Avec la machine à tourbillonner LWN 120 de Leistritz, l'objectif était de combiner les avantages du tourbillonnage avec un changement d'équipement plus rapide et une production sans intervention humaine.

Peu avant la fin du quart de travail, la machine démarre et produit sans opérateur la nuit. Entre-temps, on a également commencé à faire fonctionner la machine de manière automatisée pendant la journée.
Le danger avec des matériaux de dureté différente est que le tranchant se colmate et qu'une arête rapportée se forme.

La discipline de prédilection de Lock Antriebstechnik est un module spécifique avec des volumes correspondants.
Patrick Schuka, Armin Schirmer, Jonas Zoll et Uwe Schröter (de gauche à droite) : „ Il est important que le système reconnaisse rapidement quand il y a péril imminent. Avec la multiplication par quatre des temps d'arrêt, la production entièrement automatisée n'est plus un problème. “
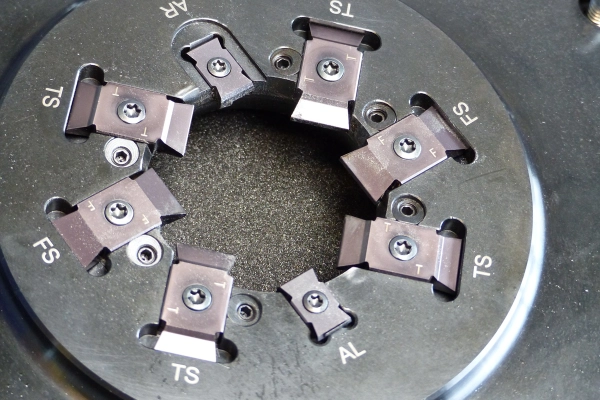
Avant l'utilisation du système UT-Tm®, les plaques des outils étaient remplacées préventivement très tôt, ce qui entraînait naturellement des coûts d'outillage énormes.

Sur un composant d'essai, on distingue clairement les traces d'une arête de montage.
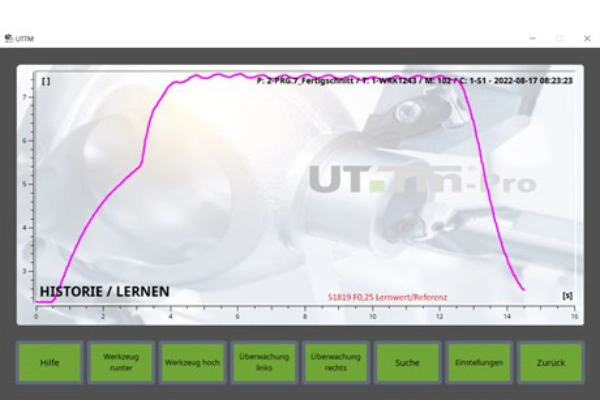
Le système est relativement simple à comprendre et dispose en outre d'une fonction d'apprentissage automatique.
écrit avec l'aimable soutien de
Les produits et services que nous proposons s'adressent exclusivement
à des entreprises au sens du § 14 BGB et non à des consommateurs
au sens du § 13 du code civil allemand (BGB).

